





Prototypen mit PolyJet
Die Meister-Klasse in Produktdesign und -entwicklung
Insight: Prototypenherstellung im 3D-Druck mit PolyJet
02.10.2020
Hallo! Es ist Freitag, Zeit also für ein weiteres Insight-Video von mir.
Jede Woche schauen wir uns verschiedene Aspekte des 3D-Drucks an. Diese Woche werden wir über eines der wenigen industriellen 3D-Druckverfahren sprechen, bei denen mehrere Werkstoffe in einem Durchlauf verwendet werden können: den PolyJet-Druck.
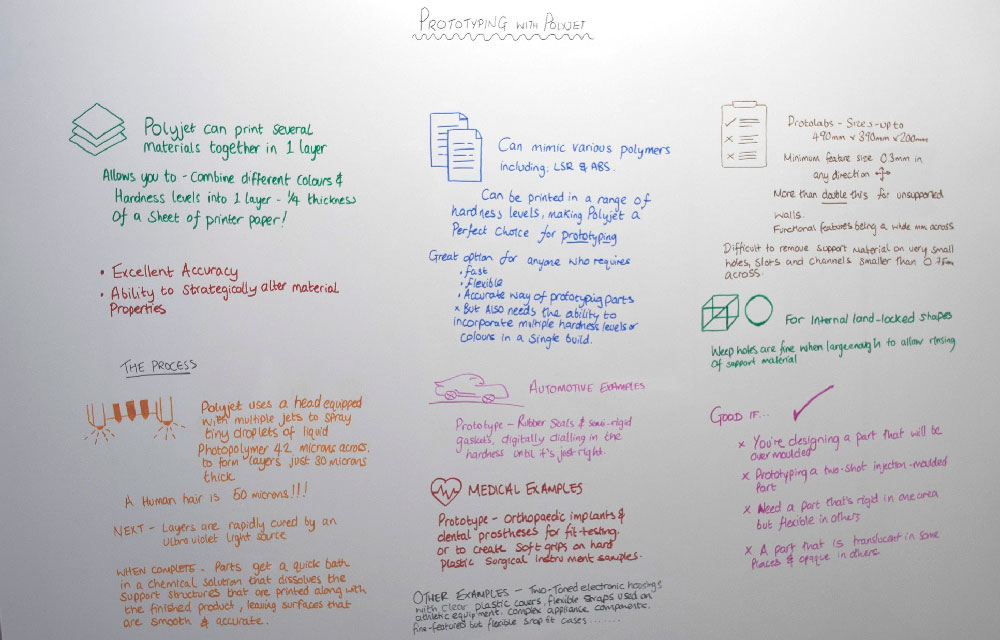
Während Sie bei den meisten anderen Verfahren auf ein einziges Material festgelegt sind, lassen sich mit dem PolyJet-Verfahren mehrere Werkstoffe in einer einzelnen Schicht gleichzeitig drucken. Das ist toll, weil Sie so verschiedene Farben und Härten in einer Schicht miteinander kombinieren können, die ein Viertel so dick ist wie ein Bogen Druckerpapier.

Außerdem besitzt das Verfahren eine hervorragende Genauigkeit sowie die Fähigkeit, Materialeigenschaften auf nie dagewesene Weise zu verändern.
Ziemlich beeindruckend, oder?
Das klingt zwar alles ziemlich futuristisch, doch das PolyJet-Verfahren gibt es schon seit 2005. Es ist eine ausgereifte, gut verstandene Technologie, die überhaupt nicht komplex ist. Grundsätzlich funktioniert es wie traditionelle 3D-Druckverfahren, bei denen die Teile schichtweise von unten nach oben gebaut werden.
Interessant wird es beim Druckkopf. Das PolyJet-Verfahren verwendet einen Kopf mit mehreren Düsen, durch die winzige Tröpfchen flüssigen Photopolymers mit einem Durchmesser von 42 Mikrometern gesprüht werden. Dadurch entstehen gerade einmal 30 Mikrometer dicke Schichten.
Um Ihnen eine Vorstellung von der Größenordnung zu geben: Ein menschliches Haar hat einen Durchmesser von ca. 50 Mikrometern. Ziemlich dünn also.

Diese Schichten werden dann schnell von einer UV-Lichtquelle ausgehärtet. Wenn das Teil fertig aufgebaut ist, wird es kurz in eine chemische Lösung getaucht, die die zusammen mit dem fertigen Produkt gedruckten Stützkonstruktionen auflöst. Zurück bleibt eine glatte und präzise Oberfläche.
Das klingt alles toll, sicher fragen sich einige von Ihnen noch: Was soll das Ganze?
Gut, dass Sie nachhaken. Eines der schlagkräftigsten Argumente für das PolyJet-Verfahren ist seine Fähigkeit, verschiedene Polymere, einschließlich Flüssigsilikon und ABS, zu imitieren. Außerdem können diese Materialien in verschiedenen Härten gedruckt werden, wodurch sich die PolyJet-Technologie perfekt zum Prototypenbau für ein 2K-Spritzgussteil in nur einem Durchlauf eignet.

Dies alles bedeutet, dass das PolyJet-Verfahren immer dann eine hervorragende Option ist, wenn Prototypen schnell, flexibel und präzise hergestellt werden müssen, aber auch, wenn mehrere Härten oder Farben in einem einzigen Vorgang untergebracht werden müssen.
Unserer Beobachtung nach verwenden Automobilhersteller die PolyJet-Technologie zur Herstellung von Prototypen für Gummidichtungen und halbstarre Dichtungen, wobei sie digital die Härte auswählen, bis diese für ihre Anwendung genau richtig ist.

In der Medizinbranche kann das Verfahren für die Herstellung von Prototypen zur Anpassung von orthopädischen Implantaten und Zahnprothesen oder von weichen Griffen bei Mustern von chirurgischen Instrumenten aus Hartplastik eingesetzt werden.

Zweifarbige Elektronikgehäuse mit durchsichtigen Kunststoffabdeckungen, elastische Bänder für Sportausrüstung, komplexe Gerätekomponenten, Behälter mit Schnappverbindungen ... Die Liste ließe sich endlos weiterführen.

Das bringt uns zu unserem nächsten Punkt: Welche Nachteile gibt es?
Wie bei den meisten anderen Produktionstechnologien gibt es auch beim PolyJet-3D-Druck ein paar Designregeln. Zum Glück sind sie nicht besonders schwer einzuhalten.
Als erste Grundregel ist die maximale Teilegröße zu beachten, die je nach Größe der verwendeten Ausrüstung unterschiedlich ausfällt. Bei Protolabs können wir Teile bis 490 x 390 x 200 mm herstellen.

Andererseits gibt es auch eine Mindest-Merkmalgröße. Bei uns liegt sie bei 0,3 mm in jeder Richtung. Bei nicht abgestützten Wänden muss dieser Wert jedoch mehr als verdoppelt werden, wobei funktionale oder Last tragende Merkmale einen Durchmesser von 1 mm haben müssen.
Außerdem ist es ziemlich schwierig, das Stützmaterial an sehr kleinen Löchern, Schlitzen und Kanälen mit einem Durchmesser von unter 0,75 mm zu entfernen. Es kann sogar sein, dass solche schmalen Merkmale gar nicht korrekt ausgeführt werden können. Beachten Sie dies also beim Entwerfen Ihrer Teile.
Schließlich kann es bei Teilen mit inneren, eingeschlossenen Formen, wie z. B. in einem Würfel oder einer Kugel, verlockend sein, auf so genannte Drainagelöcher zurückzugreifen, aus denen das Stützmaterial entweichen kann. Dies ist zwar kein Problem, solange die Löcher groß genug sind, um ein Abfließen des Stützmaterials zu gewährleisten. Doch wenn es keinen wirklich zwingenden Grund dafür gibt, sollten Sie die Löcher einfach weglassen. Es ist sehr gut möglich, dass Sie das eingeschlossene Stützmaterial gar nicht bemerkt.

Und das war schon ziemlich alles, was es zu den Einschränkungen zu sagen gäbe.
Fazit: Wenn Sie ein Teil für den 2K-Spritzguss entwerfen, dann ziehen Sie das PolyJet-Verfahren in Betracht.
Und wenn Sie Prototypen für ein Zwei-Schuss-Spritzgussteil herstellen? PolyJet.
Sie benötigen ein Teil, das in einem Bereich steif und in anderen Bereichen flexibel ist? PolyJet.
Muss das Teil an manchen Stellen lichtdurchlässig und an anderen opak sein? Ja. PolyJet.

Ich glaube, damit wäre alles gesagt, oder?
Ein schönes Wochenende und bis nächste Woche!

Bleiben Sie auf dem Laufenden
Melden Sie sich für unsere Updates zu allen Protolabs Insight-Videos an.



