





Konstruieren von 3D-Druck Teilen mit Multi Jet Fusion
Die Meister-Klasse in Produktdesign und - entwicklung
Protolabs Insight Videoserie
Unsere Insight-Videoserien bietet Ihnen Informationen Rund um die digitale Fertigung.
Jede Woche veröffentlichen wir ein neues Video, das Ihnen beim Entwurf Ihres Teils helfen soll. Wir behandeln spezifische Themen wie die Auswahl des richtigen 3D-Druckmaterials, die Optimierung Ihres Designs für die CNC-Bearbeitung, die Oberflächenveredelung von Formteilen und vieles mehr.
Insight: Konstruieren von 3D-Druck Teilen mit Multi Jet Fusion
21.02.2020
Hallo und herzlich willkommen zu dieser Ausgabe von Insight!
Unser Schwerpunkt liegt in dieser Woche auf dem 3D-Druck und der relativ neuen Multi Jet Fusion-Technologie, kurz MJF, die Ihnen neue Möglichkeiten eröffnet.

Nein, es geht hier nicht um Düsenantriebe für das Raumschiff Enterprise. Auf MJF stoßen Sie möglicherweise, wenn Sie den 3D-Druck von Kunststoffteilen outsourcen.
Diese industrielle 3D-Drucktechnik bietet bestimmte Vorteile gegenüber anderen 3D-Druckverfahren.
In den nächsten Minuten werde ich Ihnen erklären, was es damit auf sich hat, wo die Vor- und Nachteile liegen und worauf Sie beim Teiledesign achten sollten, wenn Sie die Technik verwenden wollen.
Die gute Nachricht: Sollten Sie bereits Teile für den 3D-Druck mittels selektiven Lasersinterns entworfen haben, dann sind Sie auf dem besten Weg, auch mit CAD-Designs für MJF zurechtzukommen.
Beide Techniken verwenden eine Heizkammer und bauen aus nur wenigen Mikrometer dicken Schichten eine 3D-Struktur aus Kunststoff. Der Unterschied ist, dass beim Lasersintern, oder SLS, zum Verschmelzen der Schichten ein Laser zum Einsatz kommt, während MJF einen Infrarotstrahler verwendet.
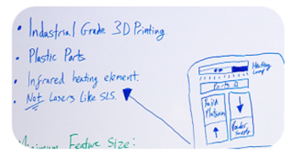
Bei beiden Verfahren werden keine Stützstrukturen benötigt. Okay, genug technische Details. Was bedeutet das für Sie?
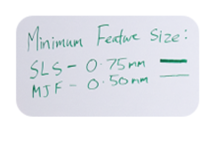
Welche Technik Sie nutzen sollten, hängt davon ab, welche Leistungseigenschaften Ihr Teil haben soll. Schauen wir uns beide Verfahren im direkten Vergleich an. Wenn Sie eine höhere Auflösung für Ihr Teil wünschen, dann erreichen Sie mit MJF eine Mindestmerkmalgröße von bis zu 0,5 mm, die noch unter den 0,75 mm des SLS-Verfahrens liegt
Doch wie immer gibt es auch hier ein Aber. Mittels MJF produzierte Teile sind bei diesen feinen Details etwas variabler als SLS-Teile. Es kommt also darauf an, was Ihnen wichtig ist.
Außerdem hat MJF konstantere isotrope Materialeigenschaften. Das heißt, dass es in jeder Richtung oder Achse Ihres Teils konstante mechanische Eigenschaften besitzt. Wenn also jeder Bereich Ihres Teils eine hohe Festigkeit und Zuverlässigkeit haben soll, dann könnte MJF die richtige Wahl sein. Dadurch eignet sich MJF super für Teile, wie Klammern und Clips oder langlebige und präzise Vorrichtungen.
Wenn es Ihnen auf die Größe ankommt, sollten Sie wissen, dass sich mit SLS größere Teile herstellen lassen. Bei den meisten 3D-gedruckten Kunststoffteilen dürfte dies kein Problem darstellen. Trotzdem kann es sich lohnen, dies mit Ihrem Anbieter zu besprechen.
Da MJF noch eine relativ neue Technologie ist, ist sie momentan nur mit Nylon 12 verfügbar. Bei der Werkstoff- und Farbauswahl ist daher SLS überlegen. Es sei jedoch erwähnt, dass Nylon 12 sich hervorragend für Funktionsteile und Endanwendungen eignet.

Wenn Ihnen Schnelligkeit und kurze Vorlaufzeiten wichtig sind, sollten Sie wissen, dass sich mit MJF schneller Teile bauen lassen als mit allen anderen 3D-Drucktechniken. Ihre Gesamtdurchlaufzeit wird in Wahrheit jedoch viel mehr durch andere Faktoren beeinflusst, wie die Optimierung des Designs oder die Zeit, die vergeht, bis Ihr Anbieter Ihnen ein Angebot und eine Machbarkeitsanalyse erstellt hat.
Wenn Sie trotz alledem glauben, dass MJF das richtige Verfahren für Ihr 3D-Druckteil sein könnte, was müssen Sie dann in Bezug auf das Teiledesign wissen?
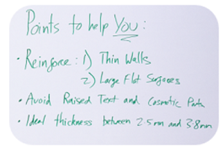
Sollten Sie schon einmal Teile für das SLS- oder sogar Spritzgussverfahren entworfen haben, dann haben Sie gute Voraussetzungen zum Entwerfen eines Teils für MJF. Hier ein paar Tipps, die Ihnen weiterhelfen:
Dünne Wände oder große flache Flächen sollten mit Rippen oder Versteifungen verstärkt und Löcher von hervorstehenden Verstärkungen umschlossen sein.
Es ist möglich, dass erhabene Beschriftungen und kosmetische Teilemerkmale von unter 0,5 mm die spätere Nachbearbeitung nicht überstehen. Beachten Sie deshalb bitte die Machbarkeitsanalyse Ihres Anbieters.
Die ideale Wandstärke liegt bei MJF zwischen 2,5 und 3,8 mm.
Und zu Ihrer Info: Wie bei jedem 3D-Druckverfahren entsteht bei schrägen Winkeln ein Treppeneffekt. Deshalb sollten Sie kosmetische Oberflächen in der Zeichnung deutlich kennzeichnen.
Kommt Ihnen das alles vertraut vor? Gut möglich, denn MJF ist anderen additiven Fertigungsverfahren sehr ähnlich.
Der Unterschied besteht darin, dass sich damit präzise Teile mit isotropen mechanischen Eigenschaften oft schneller als mit anderen 3D-Druckverfahren herstellen lassen.
Denken Sie also bei Ihrem nächsten Projekt über MJF nach und sprechen Sie mit uns oder Ihrem Anbieter über die Möglichkeiten dieses Verfahrens. Ich weiß, dass dieses Video jede Menge technische Informationen enthält. Wenn Sie also nochmal in Ruhe darüber nachdenken möchten, erhalten Sie diese Informationen auch schriftlich als Design-Tipps, die Sie auf unserer Website finden.
Das war's für diese Woche – bis zum nächsten Mal!
Weitere Videos >

Bleiben Sie auf dem Laufenden
Melden Sie sich für unsere Updates zu allen Protolabs Insight-Videos an.



