





Umspritzen von Einlegeteilen - mehr Haltbarkeit und Festigkeit
Die Meister-Klasse in Produktdesign und -entwicklung

Sehen Sie sich eines der erfolgreichsten Protolabs Webinar an: 2K-Spritzguss in der digitalen Fertigung
Insight: Umspritzen von Einlegeteilen - mehr Haltbarkeit und Festigkeit
26.06.2020
Hallo und herzlich willkommen zu dieser Ausgabe von Insight!
Diese Woche befassen wir uns mit dem Umspritzen von Einlegeteilen.

Wie Sie bestimmt wissen, sind Spritzgussteile aus Kunststoff sehr robust. Sie halten schwerer Belastung, mäßig hohen Temperaturen und der korrosiven Wirkung von Säuren und Laugen stand. Kunststoff ist auch leichter und in der Regel billiger als Metall.
Aber manchmal muss bei Kunststoff etwas nachgeholfen werden. Vielleicht nutzt sich ein Loch in einer Kunststoff-Riemenscheibe zu schnell ab, oder Bohrungen in spritzgegossenen Griffen und Knöpfen reißen leicht aus. Sie erhalten das Beste aus beiden Welten, wenn Sie hier zur Verstärkung einen Metalleinsatz verwenden.
Der Einsatz kann natürlich nach dem Spritzgießen angebracht werden, aber manchmal lohnt es sich, einen Einleger aus Metall vor dem Einspritzen des Kunststoffs in die Form zu legen. Dadurch erübrigt sich eine Nachbearbeitung, und es entsteht eine stabile Verbindung zwischen Metall und Kunststoff.
Aber bevor Sie davon ausgehen, dass dies die Antwort auf all Ihre Probleme sein könnte, sollten Sie einige Punkte beachten.

Zunächst kostet das Umspritzen von Einlegeteilen etwas mehr, und die Vorlaufzeit ist länger als beim gewöhnlichen Spritzgießen.
Das liegt daran, dass der Gewindeeinsatz, die Buchse, Hülse oder das Anschlussteil manuell in die Form eingelegt werden.
Wann empfiehlt sich also das Umspritzen von Einlegeteilen?
Es ist für jede Anwendung zu erwägen, in der ein Kunststoffteil in bestimmten Bereichen besonders stark oder verschleißfest sein muss.
Kunststoffkomponenten, die mit Schrauben an einem Gegenstück befestigt werden, sind ein gutes Beispiel. Weitere Beispiele sind Lagerflächen, an denen eine Bronze- oder Messingbuchse die Lebensdauer des Produkts verlängert, zum Beispiel bei Ventilatoren oder Getrieben.
Sehen wir uns nun an, welche Thermoplaste sich für das Umspritzen von Einlegeteilen eignen. Steife technische Kunststoffe wie Delrin oder Nylon sind sehr gut geeignet, ebenso wie Polyethylen und Ethylen. Sogar Silikon kann verwendet werden.
Weniger geeignet sind dagegen: Kunststoffe mit sehr hoher Schmelztemperatur wie PEI oder PEEK. Das liegt daran, dass Einlegeteile oft von Hand eingelegt werden. Hersteller wie wir arbeiten mit schnellen Prozessen und verwenden nicht abgekühlte Werkzeuge, um Zeit und Kosten zu sparen, und es ist keine gute Idee, einen Einleger in eine mehrere hundert Grad heiße Form zu legen. Das wäre, wie frische Plätzchen mit bloßer Hand aus dem heißen Backofen zu holen – man verbrennt sich die Finger!
Gehen wir nun zu den Einlegern selbst über. Wahrscheinlich werden Sie feststellen, dass Ihr Lieferant sie nicht bereitstellt, da es zahlreiche Unternehmen gibt, welche diese für Spritzgussteile produzieren. Einleger sind oft geriffelt oder haben eine spezielle Form, die dafür sorgt, dass sie nicht verrutschen. Ein Wort der Warnung bei der externen Beschaffung von Einlegeteilen: Bitten Sie den Lieferanten um die CAD-Datei, da Sie sie zusammen mit dem Entwurf und den Montagezeichnungen benötigen, um ein Angebot und eine Projektanalyse zu erhalten.
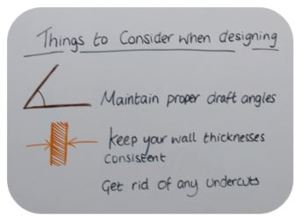
Beim Design des Teils sind genau die gleichen Dinge zu beachten wie bei anderen Spritzgussteilen. Die richtige Formschräge, gleichmäßige Wandstärke, Vermeiden von Hinterschneidungen, also all die Punkte, über die wir bereits in vorangegangenen Insight-Videos gesprochen haben.
Das kleine Metallstück bedarf jedoch zusätzlicher Überlegungen.
Wie gesagt legen die meisten Anbieter den Einleger wahrscheinlich von Hand in die Form ein. Die Formen sind normalerweise recht heiß, daher trägt die Bedienkraft Handschuhe. Sie wissen, wie schwierig es ist, sehr kleine Dinge mit Handschuhen zu greifen. Und deshalb wird bei Einlegern oft eine Mindestgröße verlangt. Bei Protolabs ziehen wir Einleger mit einem Querschnitt ab 3,17 vor, aber das ist ja eigentlich auch noch recht klein.
Auch sollten die Einleger nicht zu tief in der Form liegen. Wir empfehlen ein Verhältnis von 2:1 zwischen Handbreite und Tiefe des Einlegeteils.
Ihr Lieferant muss das Teil unter Umständen auch anders ausrichten, damit es platziert werden kann und nicht verrutscht oder herausfällt. Einlegeteile müssen außerdem eine einheitliche Größe besitzen. Wir empfehlen eine Toleranz von +/- 0,05 mm an Anlageflächen, um Gratbildung zu vermeiden.
Und wenn Kunststoffschmelze ein Objekt wie ein Einlegeteil umfließt und auf der anderen Seite wieder zusammenfließt, kann es zu Bindenähten kommen. Das sind feine Linien, die normalerweise nur kosmetisch sind, aber später zur Rissbildung führen können. Dies kann durch zweierlei Maßnahmen vermieden werden: durch Verwendung eines glasfaserverstärkten Werkstoffs oder durch Verstärkung der Wände um diese Bereiche. Etwas dickere Wände oder Rippen in dem Bereich um das Einlegeteil sind eine gute Möglichkeit, es zu stützen und ein Verrutschen zu verhindern.
All das sind Dinge, die ein Anbieter im Rahmen der Machbarkeitsanalyse erkennen und über die er Sie beraten sollte. Arbeiten Sie also stets eng mit ihm zusammen.
Alles klar, das war‘s für diese Woche. Ich freue mich, Sie nächsten Freitag wiederzusehen.

Bleiben Sie auf dem Laufenden
Melden Sie sich für unsere Updates zu allen Protolabs Insight-Videos an.


