





Kunststoff-Spritzguss - bessere Teiledesign durch gleichmäßige Wandstärke
Die Meister-Klasse in Produktdesign und - entwicklung
Insight: Kunststoff-Spritzguss – besseres Teiledesign durch gleichmäßige Wandstärke
29.05.2020
Hallo und herzlich willkommen bei diesem Masterclass-Video!
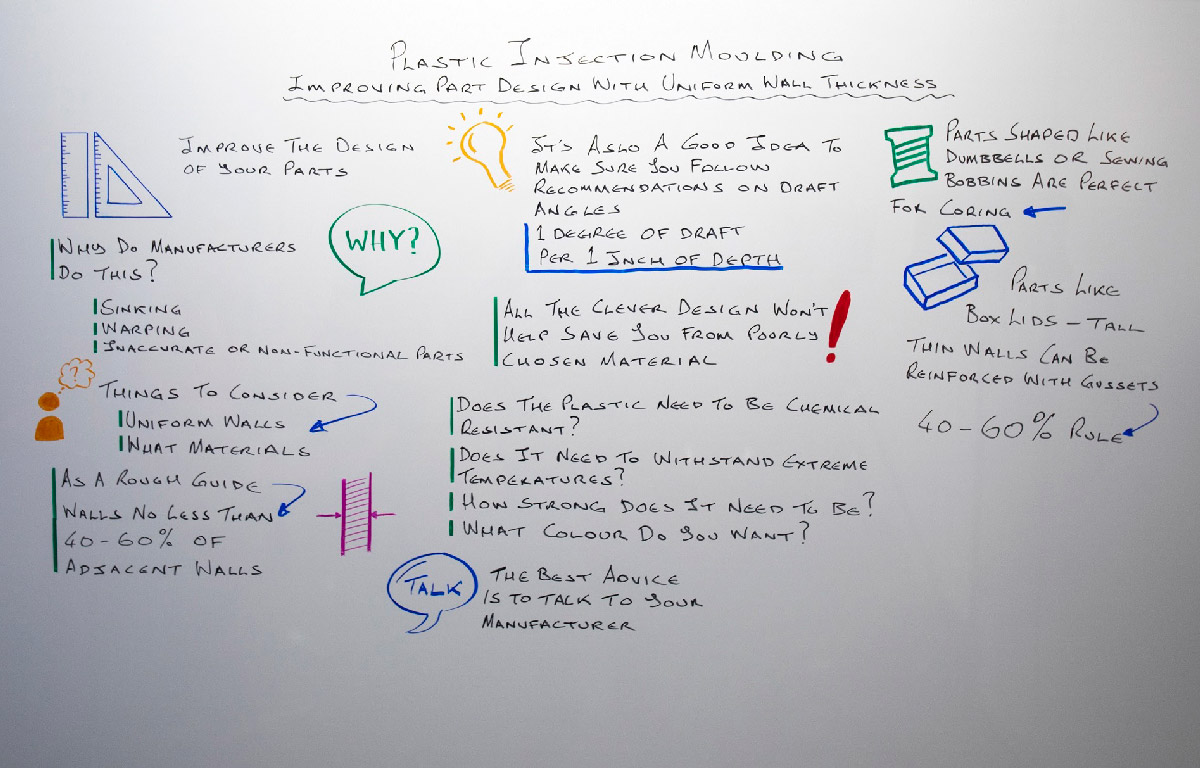
Heute sehen wir uns an, wie Sie das Design von Teilen verbessern können, indem Sie eines der Grundprinzipien beim Spritzgießen mit Kunststoff befolgen – die gleichmäßige Wandstärke.
Die praktische Umsetzung dieses Prinzips sehen Sie sofort, wenn Sie ein massenproduziertes Kunststoffteil in die Hand nehmen, zum Beispiel einen Zahnputzbecher oder einen Geschirrständer. Schauen Sie genau hin. Das Design weist vielleicht viele Krümmungen und Ecken auf, aber die Wände sind bestimmt durchweg relativ gleich dick.
Warum machen Hersteller das so?
Weil es andernfalls zu Einfallstellen, Verformungen, ungenauen oder nicht funktionsfähigen Teilen kommen kann. Das alles sind natürlich Mängel, die wir nach Möglichkeit vermeiden wollen

Aber nicht jedes Produkt ist so einfach wie ein Ständer oder ein Becher. Manchmal lassen die Funktionsanforderungen an Produkte für Verbraucher, Medizin, Luft- und Raumfahrt oder Industrie bei der Wandstärke wenig Spielraum.
In diesem Fall sind zwei Dinge zu bedenken. Erstens: Wie können wir trotz komplexer Form für eine relativ gleichmäßige Wandstärke sorgen? Und zweitens: Welches Material ist am besten geeignet?
Versuchen wir zunächst, zu bestimmen, was „relativ gleichmäßig“ in der Praxis bedeutet. Als Faustregel gilt: Die Stärke der Wände eines Spritzgussteils aus Kunststoff sollte nicht weniger als 40 bis 60 Prozent der Stärke angrenzender Wände betragen.

Und grundsätzlich sind Geometrien wie lange Spannweiten ohne Stützen, scharfe Innenecken und schlecht gestaltete Erhebungen – das englische Wort heißt „Boss“ – unabhängig von der Wandstärke ebenfalls problematisch.
Sie lassen sich durch ein paar geschickte Änderungen am Design vermeiden. Statt zum Beispiel hohe Wände dicker zu machen, könnten Sie sie durch Rippen verstärken.
Scharfe Außenecken sind zwar in Ordnung, durch einen Radius innen werden sie jedoch stabiler, und Spannungen, die zur Verformung führen, werden reduziert.
Auch empfiehlt es sich, die Empfehlungen zur Formschräge zu befolgen – als Faustregel gilt 1 Grad Formschräge pro 25 mm Hohlraumtiefe. Eine gleichmäßige Formschräge im ganzen Werkstück verhindert Eigenspannungen, die zu Verformungen führen.

Doch das Design ist nur eine Seite der Medaille. Mindestens genauso wichtig ist die Wahl des richtigen Werkstoffs.
Für jeden Kunststoff gibt es eine Mindest- und eine Höchstwandstärke, und wenn diese nicht eingehalten werden, wird es schwierig. Darüber hinaus sind noch viele weitere Punkte zu berücksichtigen. Muss der Kunststoff medienbeständig sein? Muss er extremen Temperaturen standhalten? Wie fest muss er sein? Welche Farbe soll er haben?

Es stehen buchstäblich Hunderte von Materialien zur Auswahl, und so stellen sich bei der Werkstoffwahl oft knifflige Fragen, auf die es keine einfache Antwort gibt.
Das müssen Sie leider selbst entscheiden. Ich kann Ihnen hier nur raten, mit Ihrem Hersteller zu sprechen. Er kann ihnen bestimmt weiterhelfen, auch wenn Sie im Katalog nicht gleich den idealen Werkstoff sehen. Vielleicht kann er ein Material mit einem Zusatz mischen oder auf andere Weise Ihren Anforderungen anpassen.
Aber auch wenn Sie das perfekte Material finden und alle Designgrundsätze befolgen, gibt es vielleicht Teile, bei denen die Mindestwandstärke nicht überall eingehalten werden kann. Das ist natürlich nicht ideal, aber auch kein Grund zur Verzweiflung. Es gibt ein paar Möglichkeiten, die Teilegeometrie abzuändern, um internen Belastungen und potenziellen Schwachstellen, die durch dünnere Wände versursacht werden, entgegenzuwirken.
Spulenförmige Teile eignen sich perfekt zum Auskernen. Dabei fällt ein Großteil des Materials im Querschnitt weg, und nur der stabile Kern bleibt stehen. So lassen sich Einfallstellen vermeiden, den Materialverbrauch reduzieren und leichtere, aber mindestens ebenso stabile Teile erzielen.

Teile wie Dosendeckel mit hohen und dünnen Wänden können mit Versteifungen verstärkt werden, solange für die relative Wandstärke des verstärkenden Werkstoffs die 40-bis-60-Prozent-Regel eingehalten wird. Dadurch wird außerdem das Risiko der Schattenbildung beseitigt, die auftritt, wenn ein Bereich des Teils schneller abkühlt als andere.
Mit etwas Glück wissen Sie nun zum Abschluss der Arbeitswoche etwas mehr darüber, wie Sie bei Spritzgussteilen schöne gleichmäßige Wände erhalten.
OK, das war‘s für diese Woche. Ich freue mich, Sie nächsten Freitag wiederzusehen.

Bleiben Sie auf dem Laufenden
Melden Sie sich für unsere Updates zu allen Protolabs Insight-Videos an.



