




Cutting CNC Machining Costs
Your masterclass in product design and development
Protolabs’ Insight video series
Our Insight video series will help you master digital manufacturing.
Every Friday we’ll post a new video – each one giving you a deeper Insight into how to design better parts. We’ll cover specific topics such as choosing the right 3D printing material, optimising your design for CNC machining, surface finishes for moulded parts, and much more besides.
So join us and don’t miss out.
Insight: Cutting CNC Machining Costs
Transcript
Hello and welcome to this week’s insight.
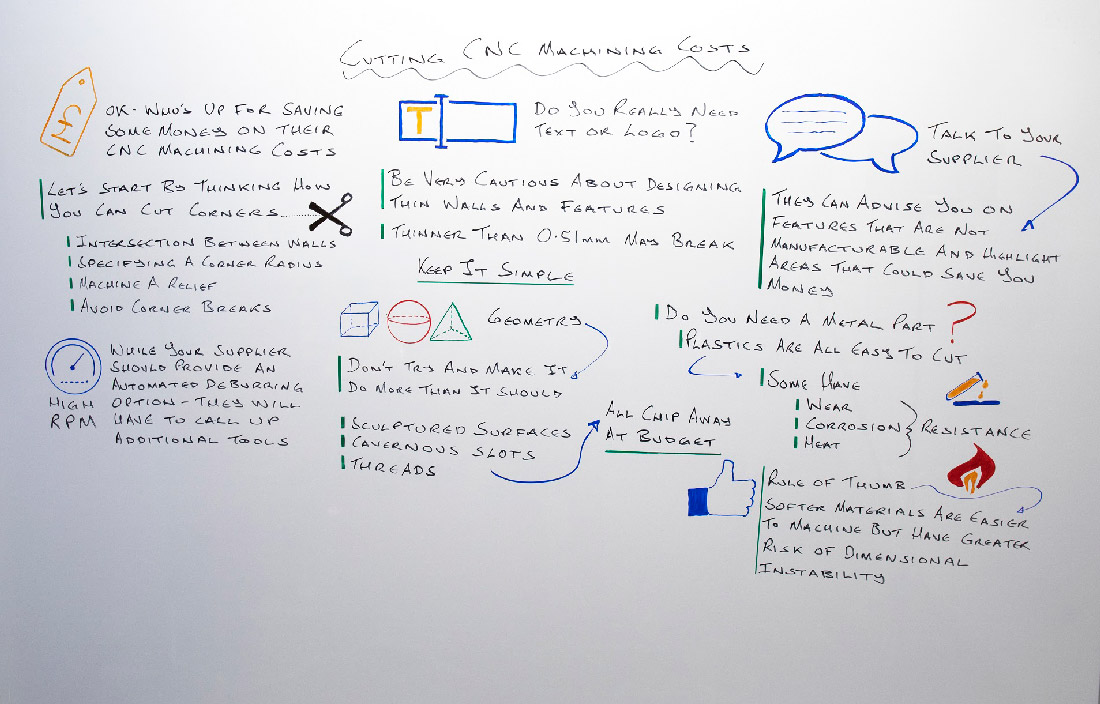
Okay who’s up for saving some money on their CNC machining? Well this week we are going to help you do just that.
We all know that the technology keeps on improving and getting more complex, but there are some simple steps that will help you design more cost-effective machined parts.
Let’s start by thinking how you can cut corners, and I mean that literally.
Do you really need the intersection between walls to be perfectly sharp, or is it something that you’ve not really considered? The only way to get perfectly square vertical corners is with electrical discharge machining and that can be slow and expensive.

You could save yourself money by specifying a corner radius instead. For this your supplier would use a small end mill; but this is still slow, delicate and expensive, plus you will limit the depth that you can achieve.
An even more budget friendly approach is to machine a relief in each corner of the pocket, which removes the radius leaving a U or C shaped clearance instead. By designing pockets like this, you can reduce your part cost since your supplier can use larger end mills which increases material removal rates.
Talking about corners – try to avoid corner breaks. True, you often need to design smoothed external part intersections with chamfers or corner radii, but it can be expensive.
While your supplier should provide an automated deburring option, they will have to call up an additional tool called a ball end mill and machine these corners using a 3D profiling motion. These tools run at a high rpm, but they only remove small amounts of material so it can be a long process making every corner smooth.

If your budget is tight, then another option is to deburr these parts yourself using a file, abrasive paper or a buffing wheel.
Next ask yourself whether you really need that text or logo engraving on a part. Sure, it looks great, but it is time intensive and will cost you more for the extra machining time.
Now for a general design point. Be very cautious about designing thin walls and features. What do I mean by thin? Well at Protolabs for example, the part tolerance is plus or minus 0.13mm, which is pretty small when you think about it. As for walls, we recommend avoiding walls anything thinner than 0.51mm because they may break during machining or could flex or warp afterwards.

So, beef those walls up as much as your part design will allow.
Keeping your part design as simple as possible will also pay dividends. Avoid very deep pockets even if the corners are relieved. It takes a lot of machining time to remove all that material and any residual stress caused will show its ugly face as those pockets get deeper and the walls get taller.
You can of course use gussets or support structures, but these will add to your machining costs. ‘Keep it simple’ is a mantra that all engineering designers should live by.

This is equally true when it comes to your part’s geometry. Don’t try and make it do more than it should.
Things like sculptured surfaces, cavernous slots and threads are all possible, but they will chip away at your project budget.
If your design does start to get too complex, then think about breaking it into multiple parts and using fasteners to assemble them. Now I know that no one likes assembly costs or the added complexity of having multiple parts, but if speed is important it is probably your best approach for difficult to machine parts.
Talk to your supplier. They can advise you on features that are not manufacturable and highlight areas that could save you money with a few simple adjustments.

My final point to save you money is to think about what material to use. Some materials are cheaper and some are easier to machine.
For example, 17-4 stainless steel is difficult to cut. If you don’t need its high strength and corrosion resistance, then try 316L or 304 instead.
And if you really want to make a machinist smile give them an order for brass parts. It’s a soft metal that’s easy to mill and it might just give you the mechanical, chemical or conductive properties that you need.
In fact, while we are at it, do you even need a metal part? Plastics are all easy to cut which will sometimes save you money and, depending on which plastic you choose, can offer all sorts of different properties. Some have superior wear, corrosion or heat resistance while others offer excellent strength, impact or electrical properties.

Here’s a rule of thumb for you: while softer materials are easier to machine, there is a greater risk of dimensional instability and stringing when milling.

Remember, your supplier will have machined thousands of different parts using many different materials, so ask for their advice.
Right that’s it for this week. I look forward to seeing you again next Friday.
With special thanks to Natalie Constable.
Other Videos >




