Plastic Injection Moulding - Improving Part Design with Uniform Wall Thickness
Your masterclass in product design and development
Protolabs’ Insight video series
Our Insight video series will help you master digital manufacturing.
Every Friday we’ll post a new video – each one giving you a deeper Insight into how to design better parts. We’ll cover specific topics such as choosing the right 3D printing material, optimising your design for CNC machining, surface finishes for moulded parts, and much more besides.
So join us and don’t miss out.
Insight: Plastic Injection Moulding - Improving Part Design with Uniform Wall Thickness
Transcript
Hello and welcome to Proto labs' Insight video series.
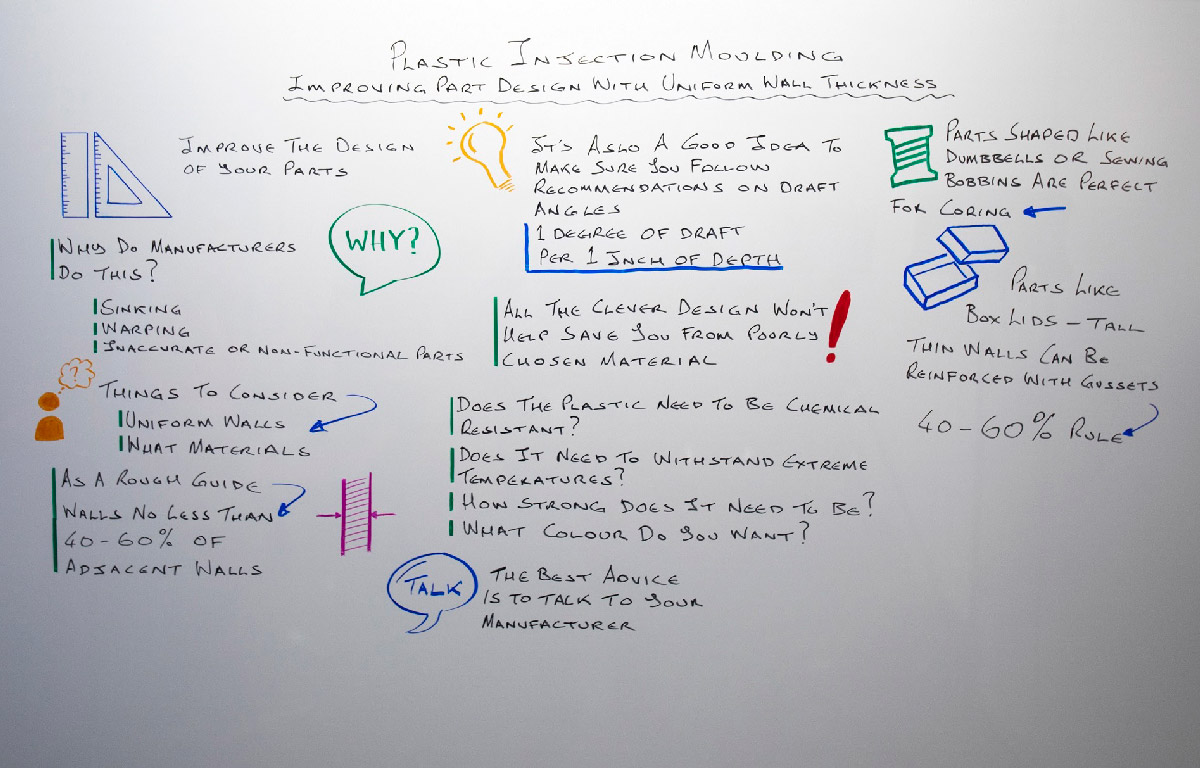
Today we’re going to be looking at how you can improve the design of your parts by taking advantage of one of the fundamentals of plastic injection moulding – maintaining uniform wall thickness.
If you want to see this principle in action, all you need to do is pick up pretty much any mass-produced plastic part, like a toothbrush holder or a washing-up tray. Take a good look at it and you’ll see that while the design might have plenty of curves and angles, the walls are almost certainly a relatively uniform thickness throughout.
Why do manufacturers do this?
Well, because if they ignore it that can lead to sinking, warping, inaccurate or non-functional parts. As you may have guessed, these are all bad things that we want to avoid wherever possible.

However, not every product out there is as simple as a tray or a cup. Sometimes the functional requirements of consumer, medical, aerospace, and industrial products leave you with little room to manoeuvre when it comes to wall thickness.
In this case there are two things we need to consider. One: how can we try and keep the walls relatively uniform despite a complex design? And two: what’s the best material for us to work with?
Before we start talking this through, let’s try and define what ‘relatively uniform’ really means in a practical sense. As a rough guide, it means making sure that the walls of any plastic-moulded part are no less than 40 to 60 percent as thick as adjacent walls.

Basic principles also mean that geometries such as long unsupported spans, sharp internal corners and poorly designed bosses – and we don’t mean senior management – are all bad news, regardless of wall thickness.
Instead of using these, we can just make some clever changes to the design. If you need a tall wall, for example, rather than trying to just make it thicker, use ribs to strengthen it.
Similarly, while sharp external corners are fine, placing a radius on the inside of them makes them stronger and alleviates the stress that creates warp.
It’s also a good idea to make sure you follow recommendations on draft angles – 1 degree of draft per 1 inch of cavity depth is a good rule of thumb – and keep draft consistent throughout the workpiece to prevent internal stresses that lead to warp and curl.

However, the design is only ever half the job. All the clever design in the world won’t help save you from a poorly chosen material.
Every plastic out there has a minimum and maximum recommended wall thickness, and if your design dips below that you’re in trouble. On top of this you can have a whole list of other things to consider. Does the plastic need to be chemical resistant? Does it need to withstand extreme temperatures? How strong does it need to be? What colour do you want?

But with literally hundreds of materials to choose from, deciding on the right one can be a challenging old task – one that doesn’t come with a single easy answer.
I’m sorry to say this is a job you’ll need to puzzle out for yourself. The best advice I can give here is to make sure you talk to your manufacturer, because even if no ideal plastic leaps off the catalogue page, there’s a good chance they’ll be able to help you out, even if this means blending or fine-tuning a material that doesn’t quite fit your requirements.
Of course, even if you do get that perfect material and stick to every design principle out there, there’s a chance that a specific part might need to dip below that recommended thickness. Obviously this isn’t ideal, but if you can’t find a way around it you don’t need to start despairing – as there are a few clever edits to part geometry that go a long way to alleviate internal stresses and potential weaknesses produced by less than optimal wall thickness.
Parts shaped like dumbbells or sewing bobbins are perfect candidates for coring, which eliminates large cross-sections of material while leaving the strong core in place. This is a great way to avoid sink, reduce material usage and make parts lighter but just as strong – possibly even stronger.

If you have parts like box lids with tall, thin walls, they can be reinforced with gussets, as long as the relative wall thickness of the supporting material itself follows the 40 to 60 percent rule. This also eliminates the chance of shadowing, which occurs when one section of the part cools down faster than others.
With a bit of luck this should leave you with some idea of how to keep your walls nice and uniform, which I’m sure is a great way to finish off the working week.
Right that’s it for this week. I look forward to seeing you again next Friday.
With special thanks to Natalie Constable.
Other Videos >




