






Diseño y Moldeabilidad
Volumen 1
El diseño de piezas de plástico para moldeabilidad siempre ha sido importante para los procesos tradicionales de moldeo por inyección, pero tiene ventajas especiales durante el moldeo rápido por inyección, ya que garantiza que la velocidad y la calidad se mantengan constantes durante la fabricación. Esta guía analiza muchas cuestiones de diseño importantes que encontramos durante el diseño y producción de piezas moldeadas por inyección.
- ¿Qué es el moldeo por inyección rápida?
- Applications of Rapid Injection Molding
- Contra la pared (grosor)
- Un asunto central
- Seamos absolutos
- Una personalidad deformada
- Librese de las tensiones
- Haga un buen surco
- Los salientes finos están de moda
- Sesguemos
- Núcleo-cavidad
- Impacto profundo (fresado)
- Textura
- Tirador (de tiro) recto
- Una acción lateral
- Proyección
- Piezas desmontables
- Orificios con una relación de aspecto alta y de diámetro pequeño
- Vigile su caligrafía
- Abra las compuertas
- Piezas de auto-acople
- Sea tolerante
- Es material
- Seleccionar los colores
- Aditivos de resina
¿Qué es el moldeo rápido por inyección?
El moldeo rápido por inyección es un proceso tecnológico que aprovecha la automatización de la fabricación. Se envían los modelos CAD directamente a la planta de producción, donde se inicia el fresado del molde (aunque en la mayor parte de los casos los moldes se hacen de aluminio, no de acero). Esto permite la creación de moldes más rápida y barata en comparación con los moldes de acero tradicionales.
Disponemos de una serie de opciones de acabado de superficies, y tenemos capacidad para realizar acciones laterales e insertos amovibles, así como sobremoldeo y moldeo con inserciones simples. Se utiliza el uso selectivo de mecanizado por electrodescarga (EDM) para mejorar formas del molde, como las esquinas y los bordes. El resultado es la producción de piezas en pocas semanas, en lugar de los meses que necesitan los métodos tradicionales de moldeo por inyección.
Usos
Prototipos. Depure su diseño con piezas moldeadas de verdad
- Pruebas funcionales en el ciclo de desarrollo del producto
- Prueba de varios materiales
- Pruebe varias versiones
Moldes piloto
- Producción de piezas hasta que el molde de producción esté listo
Volúmenes de producción de bajos a medios
- De 25 a mil piezas
- Tenga piezas justo a tiempo y gaste su dinero en algo más interesante
Situaciones de pánico
- Cese de la línea de producción
- Proyectos con poco plazo de entrega
Sectores
- Médico
- Automación
- Electrónica
- Productos de consumo
- Electrodomésticos
- Otras piezas de gran volumen
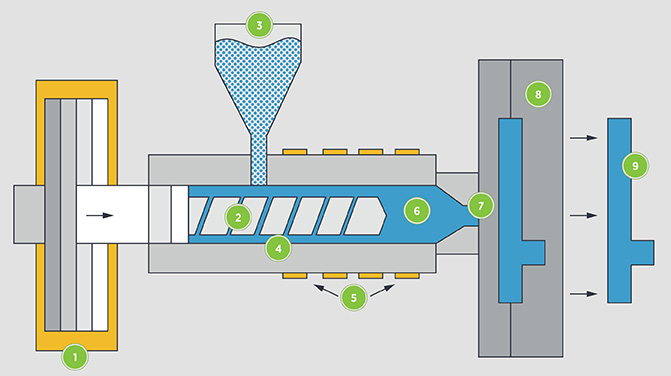
De izquierda a derecha : (1) Pistón - (2) Tornillo - (3) Tolva - (4) Barril - (5) Calentadores - (6) Material - (7) Boquilla - (8) Molde - (9) Pieza

Contra la pared (grosor)
El requisito de diseño más importante para obtener piezas moldeadas: mantener un grosor constante de las paredes.
Sugerencia: Un buen diseño de una pieza moldeada por inyección reside en el grosor consistente de la pared, para reducir la posibilidad de que las piezas se alabeen o se deformen.
Un asunto central
Piezas ahuecadas para eliminar paredes gruesas.
- Se consigue la misma funcionalidad en una pieza bien moldeada.
Sugerencia: Un grosor innecesario puede echar a perder las dimensiones de la pieza, reducir la consistencia y necesitar un mecanizado posterior al proceso.

Seamos absolutos
El grosor de pared absoluto recomendado por la resina.
| Resina | Grosor de resina recomendado para las paredes (en mm). |
|---|---|
| ABS | 1.14 - 3.50 |
| Acetal | 0.64 - 3.05 |
| Acrílico | 0.64 - 3.81 |
| Polímero de cristal líquido | 0.76 - 3.05 |
| Plásticos reforzados por fibra larga | 1.90 - 2.54 |
| Nailon | 0.76 - 2.92 |
| Policarbonato | 0.11 - 3.81 |
| Poliéster | 0.64 - 3.17 |
| Polietileno | 0.76 - 5.08 |
| Polisulfuro de fenileno | 0.51 - 4.57 |
| Polipropileno | 0.64 - 3.81 |
| Poliestireno | 0.89 - 3.81 |
Nota: Estas pautas son generales y dependen de la geometría de la pieza y de la construcción moldeada. Las piezas grandes no se deben diseñar con el grosor máximo de pared.
Sugerencia: La norma general de Protomold con respecto al grosor de la pared es de 1,016 a 3,556 mm.
Una personalidad deformada
Eliminar las transiciones bruscas que provocan tensiones en el moldeado.
Diseñar estructuras en 3D que se mantengan por sí mismas.
Líbrese de las tensiones
Las esquinas definidas debilitan las piezas.
- Provocan tensión de moldeo del flujo de la resina.
- Forman un incremento de tensión en la aplicación.

Los salientes finos están de moda
- No cree secciones gruesas con bulones.
- Este tipo de sección puede provocar hundimientos y vacíos en su pieza.

Núcleo-cavidad
Cuando realice un sesgo, si puede utilice un núcleo-cavidad, en lugar de nervaduras. Esto permite que el grosor de la pared sea constante en lugar de paredes con una base fina. Podemos fresar los moldes con un mejor acabado de superficie y entregar mejores piezas más rápido.
Sugerencia: Esta opción es más rápida y su fabricación es más económica.



Haga un buen surco
Para evitar el hundimiento, las nervaduras no deben ser de más del 60% del grosor de la pared.
Sugerencia: Si Protomold le pide un grosor superior en su pared en forma de T del 40%-6'%, considere aumentar su pared en forma de T para compensar el aumento del grosor, con el fin de reducir el riesgo de que aparezca hundimientos.
Sesguemos
Sesgue (inclinar las paredes en vertical) todo lo que pueda, ya que facilita la expulsión de las piezas sin crear marcas de arrastre, ni marcas de empuje del eyector. Se obtienen piezas mejores y más rápido.

Impacto profundo (fresado)
Sesgue la pieza lo máximo posible. Esto nos permite realizar características más profundas. El sesgo hace que podamos reducir la vibración de las herramientas y los defectos estéticos cuando se fresan paredes profundas. Si puede encajarlo, use 1 grado de sesgo o más. En diseños de núcleo-cavidad, intente utilizar 2 grados o más. Una regla de oro es 1 grado de sesgo por cada una de las dos primeras pulgadas de profundidad. Por cada 2 a 4 pulgadas de profundidad se pueden necesitar 3 grados de sesgo o un mínimo de 1/8” de profundidad.
Textura
Protolabs puede añadir textura de chorro de gránulos al molde de sus piezas. Las texturas suaves necesitan 3 grados de sesgo como mínimo en paredes verticales. La textura media requiere 5 grados.



Tirador (de tiro) recto
Los cierres deslizantes son sus amigos: estas características se pueden realizar en moldes de tiro recto. Necesitan 3 grados de sesgo, pero ahorran bastante dinero en las acciones laterales.
Una acción lateral
Las acciones laterales pueden formas muescas en la parte externa de su pieza. Las muescas deben aparecer en la línea de apertura o estar en contacto con ella. Deben ubicarse en el mismo plano de la línea de apertura. Protomold puede realizar varias acciones laterales por pieza
Proyección
Una “proyección” es una pequeña muesca en el diseño de una pieza que se puede eliminar de forma segura de un molde de tiro recto, sin usar acciones laterales. Las proyecciones se utilizan para solucionar algunas de las muescas sencillas y pequeñas, pero son sensibles a la geometría, al tipo de material y a la orientación del molde.
Sugerencia: El molde se puede hacer de núcleo-cavidad, dejando espacio para que la pieza sea "proyectada" después de que el molde se abra.
Piezas desmontables
Una pieza desmontable es una pieza de metal separada que se introduce en el molde para crear una muesca. Se expulsa con la pieza, el operario la retira y la vuelve a introducir en el molde.
Sugerencia: Utilizar una pieza desmontable supone la solución para muchas de las restricciones de forma y colocación, pero es más costoso que los cierres deslizantes o usar una acción lateral.
Orificios con una relación de aspecto alta y de diámetro pequeño
Estos orificios se pueden hacer con pivotes del núcleo de acero en el molde. Un pivote de acero es lo suficientemente fuerte como para manejar el estrés de la expulsión y su superficie es bastante lisa para liberar de forma limpia la pieza sin sesgo. No debe haber ningún efecto estético sobre la pieza resultante y si la hay, será en el interior del orificio que no se ve.
Vigile su caligrafía
Choose a sans serif font where the smallest feature is at least 0.020 in. thick. Serif fonts have small tails which are often too small. Text that is raised above the part is better. We cannot polish around it if the text is cut into your part.
- En SolidWorks, las fuentes Century Gothic regulares de 26 puntos y en negrita de 16 puntos crean textos que se puedan fresar.
- La Comic Sans MS 24 puntos también crea textos fresables.
- Para textos pequeños, con una profundidad de 0,25 – 0,38 mm, a menudo funciona bien reducir el coste del fresado y mejorar la expulsión.
Abra las compuertas
Los bordes finos restringen el flujo y pueden romperse durante el recorte del canal. Necesitamos un sitio grueso para abrir un canal en la pieza. Puede haber alternativas. Póngase en contacto con uno de nuestros ingenieros de Atención al Cliente en el +34 932 711 332 o en customerservice@protolabs.es.
Piezas de auto-acople
Disponer de piezas idénticas que se dan la vuelta y encajan entre sí ahorra los costes de un segundo molde
Los elementos incluyen:
- Un gancho y un orificio
- Aro entrelazado
- Enganches y cierres
Sea tolerante
- Protolabs cuenta con una precisión de mecanizado de ± .008 mm.
- La tolerancia de encogimiento depende principalmente del diseño de la pieza y de la resina elegida. Varía de 0,005 mm por 25,4 mm en resinas estables, como ABS y policarbonato, a 0,65 mm por 25,4 mm para resinas inestables, como Santoprene.
- Hay técnicas para conseguir la máxima precisión en nuestro proceso. Póngase en contacto con un ingeniero de Atención al Cliente en el +34 932 711 332 o en customerservice@protolabs.es.



Es material
A la hora de elegir el material para su pieza, entre las propiedades importantes podrían encontrarse las mecánicas, físicas, resistencia a los productos químicos, las caloríficas, eléctricas, combustibilidad o resistencia a los UV. Los fabricantes de resinas, los formuladores y los motores de búsqueda independientes de resinas disponen de datos online. Para ver enlaces de resinas, visite.
Resinas de consumo
Polipropileno
- Suaves
- Duras
- Baratas
- Resistentes a los productos químicos
- Alta densidad
- Baja densidad
Polietileno
- Suave
- Duras
- Baratas
- Resistentes a los productos químicos
- Alta densidad
- Baja densidad
Polystyrene
- Duras
- Claras
- Baratas
- Quebradizas pero se pueden endurecer
Resinas de ingeniería
ABS
- Económicas
- Resistentes al impacto
- Equipamientos y compartimentos manuales
- Susceptibles de sufrir hundimientos
Acetal
- Más cara
- Fuerte
- Buena lubricidad y capacidad de mecanizarse
- Muy sensible al exceso de grosor en las paredes
LCP
- Muy cara
- Muy fuerte
- Rellena piezas muy finas
- Líneas de punto débiles
Nailon
- Coste razonable
- Muy fuerte
- Susceptible de hundirse y combarse, en particular en la rellena de vidrio
- Absorbe el agua: cambio de dimensión y propiedades
Policarbonato
- Coste moderado
- Muy dura
- Precisión dimensional buena
- Susceptible de agrietarse en situaciones de tensión química, vacíos
Poliéster - PBT, PET, PPS, PSU, PES, PEI y muchas, muchas más
Colores
Disponibilidad en stock, semi-personalizadas, personalizadas.
Seleccionar los colores
Colores disponibles: los del vendedor de resinas por lo general son el negro y el natural. El natural podría ser el blanco, crema, ámbar u otro color. Los colores semi-personalizados se crean cuando las paletas de colorante se añaden a las resinas naturales. Para ver los colores disponibles, visite www.protolabs.es/DesignGuidelines_ResinInformation.aspx#Colours. No hay cargo adicional por nuestros colores de inventario. No hay coincidencias exactas y podemos crear rayas o espirales en las piezas. Los colores personalizados coinciden de forma exacta con un Pantone o una muestra de color. Puede trabajar con un mezclador y proporcionarnos la resina. Este proceso es más lento y más caro pero la coincidencia es más precisa.
Aditivos de resina
Las fibras de vidrio (cortas) se usan para fortalecer una mezcla y reducir la fluencia, en especial a altas temperaturas. Fortalecen la resina, la hacen más dura y más quebradiza. Pueden causar alabeo debido a la diferencia en el enfriamiento cuando se encoge entre la resina y las fibras.
La fibra de carbono se usa para fortalecer y/o endurecer una mezcla y para también ayudar en la disipación estática. Tiene las mismas limitaciones que las fibras de vidrio. La fibra de carbono puede hacer que el plástico sea muy duro.
Los minerales, como el talco y la arcilla, se usan con frecuencia como rellenos para reducir el coste o aumentar la dureza de las piezas terminadas. Ya que no se encojen tanto como las resinas cuando se enfrían, también pueden reducir el alabeo.
El PTFE (Teflon) y el bisulfuro de molibdeno se usan para fabricar piezas auto lubricantes en aplicaciones de rodamiento.
Las fibras de vidrio largas se usan como fibras de vidrio cortas para fortalecer y reducir la fluencia, pero hacen que la resina sea más fuerte y más dura. La desventaja es que pueden ser particularmente difíciles para las piezas de moldes de paredes finas y/o grandes flujos de resina.
Las fibras de aramida (Kevlar) son como la fibra de vidrio, aunque no tan fuertes y menos abrasivas.
Los gránulos de vidrio y los copos de mica se usan para endurecer una mezcla y reducir el alabeo y el hundimiento. En cargas grandes pueden resultar difíciles de inyectar.
Las fibras de acero inoxidable se usan para controlar la EMI (interferencia electromagnética) y la RFI (interferencia de radio frecuencia), normalmente en carcasas para componentes electrónicos. Son más conductivas que la fibra de carbono.
Los inhibidores de UV para aplicaciones al aire libre.
Los tratamientos estáticos hacen que las resinas disipen las cargas estáticas.
¿Alguna pregunta?
Llame al Gestor de su cuenta o a un ingeniero de Atención al Cliente al +34 932 711 332.