






Diseño y moldeabilidad
Volumen 2: Muescas y orificios de paso
Breve descripción del moldeo por inyección rápida
Las casas del MonopolyTM no tienen puertas ni ventanas. Quizás las personas diminutas que viven en ellas pasan mucho tiempo en casa o tal vez posean un teletransporte perfeccionado. Pero la explicación más probable es que las casas de plástico sin puertas ni ventanas son fáciles de realizar en moldes sencillos de dos piezas.
En el mundo real (incluido el mundo de las piezas de plástico), las cosas son más complicadas. Las casas tienen puertas y las piezas tienen surcos, orificios de paso y otras características que no apuntan directamente hacia arriba o hacia abajo y podrían actuar como muescas en un molde de dos piezas. Los diseñadores que usan moldeo por inyección rápida pueden sortear estos problemas de diversas maneras, entre las que se encuentran las correderas de acción lateral, los Cierres deslizantes, los insertos manuales desmontables y los desmoldeos bajo fuerza, todas las cuales se explican en este documento.
Correderas de acción lateral
El tratamiento más lógico para las muescas son las acciones laterales: piezas del molde que actúan desde la parte exterior de la pieza, desplazándose perpendicularmente a la dirección de apertura del molde. Estas producen características hacia el lateral en un molde cerrado y, a continuación, se retiran automáticamente, dejando que la mitad del molde del lado A se retire a medida que el molde se abre y que la pieza sea expulsada del lado B. En la Figura 1, una corredera de acción lateral forma la puerta, apoyándose contra el centro del lado B a medida que se llena el molde y retirándose después para permitir la expulsión. Una técnica similar podría dar lugar a surcos no pasantes que, de no ser así, actuarían como muescas.
Aunque las acciones laterales son una solución relativamente simple, hay que tener en cuenta un par de detalles al usarlas. En primer lugar, se deben mover perpendicularmente en la dirección de apertura del molde. Esto sería sencillo si las paredes de la pieza no tuvieran que sesgarse y estuvieran siempre en posición vertical. Sin embargo, dado que las paredes no están siempre convenientemente orientadas, hay que tener cuidado de asegurar que funcionen las acciones laterales (y que estén, ellas mismas, sesgadas) perpendicularmente a la dirección de apertura del molde y no necesariamente perpendiculares a las superficies sobre las que actúan.
Imagine la ventana de la Figura 1 como una claraboya en el techo y no como una ventana de buhardilla. (Ver Figura 2.) Una ventana perpendicular al techo inclinado se vería parcialmente atrapada a medida que la corredera se abra lateralmente. Afortunadamente, la mayoría de los programas CAD permite establecer la cara o el plano con respecto al cual debe orientarse y sesgarse una característica. En este caso, al crear la claraboya simplemente habría que orientarla perpendicularmente al plano de la línea de apertura y no al plano del techo.
Aunque las correderas se utilizan normalmente para producir características pequeñas, también se pueden usar para producir partes grandes de una pieza. En la Figura 3 vemos una pieza cuyas partes superior e inferior se han formado mediante mitades de molde de cara A y de cara B, y cuya circunferencia completa está formada totalmente por 2 correderas.
Cierres deslizantes
En algunos casos, se puede eliminar el coste y la complejidad de las acciones laterales usando moldes sencillos de dos piezas con cierres deslizantes colocados estratégicamente. (Esta es un área en la que las caras de las mitades del molde del lado A y B se desplazan en paralelo a medida que se abre el molde.) Si retiramos el umbral inferior de la puerta de la casa de la Figura 1, como se ve en la Figura 4, podemos producir las características utilizando únicamente la interacción de las mitades del lado A y del lado B del molde.
Cuando el molde está cerrado, una almohadilla con forma de puerta que se extiende desde la mitad del molde del lado B se adhiere a la pared de la mitad del molde del lado A. Dado que no hay umbral bajo la puerta, la almohadilla no queda atrapada y puede salir a través de la parte inferior de la puerta cuando se abre el molde.
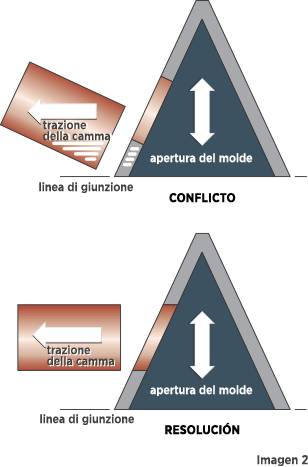
A diferencia de una puerta formada por una acción lateral, la cual se sesga hacia la parte exterior de la casa, una puerta formada por la mitad del molde del lado B se sesga hacia la parte inferior de la casa para facilitar la expulsión de la pieza. Igualmente, debe sesgarse, como mínimo 3°, el propio cierre deslizante (el área de la mitad del molde del lado B en que la almohadilla que forma la puerta se encuentra con el interior de la mitad del molde del lado A). Esto es importante por dos motivos. El primero es permitir un sellado ajustado cuando el molde se sujeta para la inyección. El segundo es evitar el desgaste de las superficies del molde al abrir el mismo. El desgaste del cierre puede producir una fuga de resina entre las caras del molde que provoque una “rebaba” antiestética y que pueda interferir con la función de la pieza.
Los cierres deslizantes se pueden usar para producir muchas otras características útiles. Una de ellas es una abrazadera como la de la Figura 5. Por su propia naturaleza, el gancho del extremo de una abrazadera se diseña específicamente para sujetar, por lo que el área que está bajo él será normalmente una muesca. La creación de un orificio en el “suelo” que está bajo el gancho logra el mismo fin que la extracción del umbral bajo la puerta del ejemplo anterior. En este diseño, se deja que una almohadilla de forma rectangular de una mitad del molde se extienda hacia arriba a través del suelo para crear la parte inferior del enganche y la cara en bajo relieve de la abrazadera. La almohadilla de forma rectangular hace presión contra las paredes de la otra mitad del molde, lo que da lugar al resto de la abrazadera.
Otra característica útil que puede formarse usando cierres es un orificio de paso que sea perpendicular a la dirección de apertura del molde. (Ver Figura 6.)
Sacando secciones alternativas de la pared del orificio, puede lograr que cada mitad del molde forme, alternativamente, las superficies interior y exterior del canal. Las dos mitades del molde se encuentran en varios puntos a lo largo de la longitud del orificio de paso y se debe agregar un ángulo de desmolde en cada uno de esos puntos. Esta técnica se explica en el Cubo de Diseño Protolabs que puede pedir en explorar.protolabs.com/el-cubo-de-diseno.
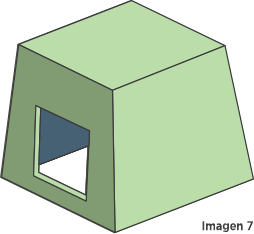
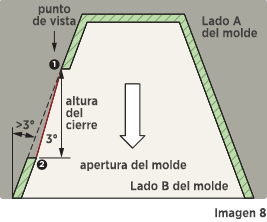
Hemos mostrado cómo sacar un “umbral” puede eliminar la necesidad de acciones laterales, pero también hay ejemplos en los que se puede crear un orificio de paso totalmente rodeado (una ventana, por ejemplo) mediante cierres deslizantes. Esto se logra aprovechando un un ángulo de desmolde mayor de lo normal de una pared para hacer que la ventana sea formada parcialmente por cada una de las dos mitades del molde. La ventana de la Figura 7 está formada por el cierre deslizante mostrado en la Figura 8. En este caso, el cierre entre los ángulos de las dos mitades del molde se comparte a través de la ventana. El borde superior de la ventana está formado por la mitad del molde del lado B y el borde inferior está formado por la mitad del molde del lado A. Las dos caras del molde deben sesgarse al menos con un ángulo de desmolde de 3° cuando se cierran (cierre deslizante). Para lograrlo, la propia pared de la pieza debe sesgarse más de 3°. El ángulo de desmolde adicional que deba añadirse a la pared depende de la geometría de la pieza.
¿Cómo puede averiguarlo? Hágase las siguientes preguntas. (Ver Figura 8).
1. Al mirar hacia abajo en su cierre, ¿puede ver claramente el borde 1 y el borde 2? Si el 2 está oculto por debajo del 1, no puede utilizar este diseño de cierre.
2. ¿El ángulo entre los bordes 1 y 2 es de 3° o superior?
Insertos manuales desmontables
En el proceso de Protolabs, las correderas no pueden formar muescas en las superficies no exteriores. No obstante, en muchos casos, se pueden formar muescas en superficies interiores usando insertos manuales desmontables. Estas son inserciones que forman parte del molde al inyectar la resina, pero se expulsan con la pieza y, a continuación, se separan de la pieza, dejando inalteradas las características de la muesca. La Figura 9 muestra 2 insertos desmontables y las características formadas por ellas. Rellenando la muesca y convirtiéndose provisionalmente en un elemento de la pieza, la pieza desmontable elimina los problemas de expulsión.
Realiza una función similar a la de una corredera de acción lateral, pero es diferente en algunos aspectos. En primer lugar, invierte el orden de actuación de una acción lateral. En lugar de una retirada seguida de expulsión, primero se expulsa la pieza desmontable y luego tiene lugar la retirada. En segundo lugar, las piezas desmontables no funcionan automáticamente, sino que se introducen manualmente en el molde, se extraen manualmente de la pieza expulsada y, a continuación, se vuelven a introducir manualmente en el molde. Por cuestiones de productividad, normalmente un mismo molde tiene varios juegos de piezas desmontables que el operario utiliza alternativamente.
Zonas de desmoldeo bajo fuerza
Existe una última opción, adecuada para muescas muy pequeñas y de forma adecuada en resinas relativamente flexibles. El desmoldeo bajo fuerza es una muesca ligera en una pared que puede flexionarse al empujar la pieza hacia afuera del molde, dejando que la pieza se suelte sin sufrir daños. La adecuada “nivelación” de la pieza y el molde en el punto en que se produce el desmoldeo bajo fuerza ayudará a que la parte que sobresale y las características del molde corran una sobre otra sin sufrir daños. (Ver Figura 10.)
Para más información sobre estos y otros temas, visite protolabs.com/es-es/recursos/sugerencias-de-diseno/.