





Piezas de nylon impresas en 3D con bisagras flexibles
Descubra cómo la fabricación aditiva puede ayudarle a crear rápidamente prototipos y mejorar sus diseños de bisagras flexibles.
Los prototipos impresos en 3D con sinterizado selectivo por láser (SLS) o Multi Jet Fusion (MJF) a menudo incluyen bisagras flexibles que luego se moldean por inyección. El moldeo por inyección puede crear bisagras flexibles que son extremadamente finas pero que tienen una larga vida útil. Aunque es posible crear bisagras flexibles robustas y funcionales en SLS y MJF, se debe tener más cuidado durante la etapa de diseño. Esto puede incluso requerir que la bisagra se diseñe de una manera durante la etapa de creación de prototipos y luego se vuelva a diseñar antes de pasar al moldeo por inyección.
El primer principio a tener en cuenta al diseñar una bisagra flexible es que debe ser el área más débil de la pieza. Si la bisagra flexible tiene aproximadamente el mismo grosor que el resto de la geometría, la pieza se deformará y doblará cuando intente utilizar la bisagra.
| WHY 3D PRINTING FOR LIVING HINGES? |
|---|
|
La fuerza necesaria para doblar una bisagra es proporcional no solo al grosor de la bisagra, sino también a su anchura. Considere la posibilidad de modificar una bisagra en varias bisagras más pequeñas. Por ejemplo, al convertir una bisagra de 20,322 mm en tres bisagras de 5,08 mm y dejar 2,54 mm entre cada bisagra, no solo se extenderá la vida útil de la pieza (si una de las bisagras falla, la pieza aún puede usarse) sino que también mejorará el rendimiento de la pieza. Esto se debe a que se necesita menos fuerza para operar la bisagra y, por lo tanto, se coloca menos tensión en los cierres, broches y la geometría en su conjunto.
Tenga en cuenta que una bisagra flexible actuará de manera similar a un resorte y ejercerá una tensión constante en los broches, cierres o cualquier otro elemento de sujeción que mantenga la pieza en la posición flexionada. Estos elementos de sujeción deben ser lo suficientemente robustos para oponerse a la fuerza similar de un resorte de la bisagra.

Materiales para bisagras flexibles impresas en 3D
Cuando se imprimen piezas en 3D con bisagras flexibles, el material de nylon más adecuado es PA 12 disponible en MJF. Las bisagras también se pueden fabricar con materiales SLS PA 11 Negro y, menos preferiblemente, PA 12 Blanco. Sin embargo, lo más probable es que tengan una vida útil más corta y que se necesite un mayor cuidado en el diseño, así como en la pieza de alrededor.
Recomendamos evitar PA 12 40 % relleno de vidrio para piezas con bisagras flexibles, ya que el nylon es demasiado rígido y se parte en lugar de doblarse. Aunque técnicamente podría construir una bisagra flexible en un elastómero como TPU, el material rara vez será apropiado para el resto de la geometría.
Cómo calcular la longitud de la bisagra flexible
Las bisagras flexibles están sometidas a una tensión constante durante su uso. Un lado de la bisagra está bajo compresión, mientras que el otro lado estará bajo tensión. Debido a esto, las bisagras flexibles deben ser lo más finas posible. Esto significa que el grosor de la bisagra debe ser el tamaño mínimo de rasgo de la tecnología (0,508 mm para MJF y 0,762 mm para SLS). Esta es una de las razones por las que MJF es la mejor tecnología de fabricación aditiva para bisagras flexibles.
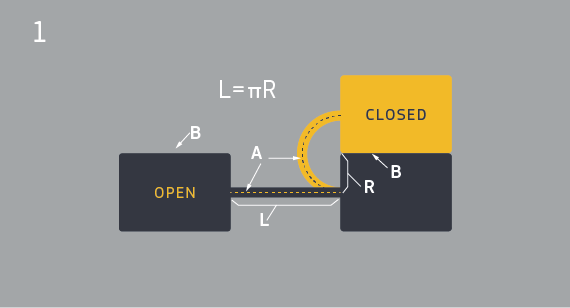
La fórmula L = πR es la relación ideal entre la longitud de la bisagra y la colocación. Esto permite que la bisagra forme un semicírculo cuando está en posición cerrada. Seguir esta fórmula distribuirá uniformemente la tensión a lo largo de la bisagra y minimizará la tensión en los puntos de unión. La siguiente imagen muestra la relación entre la longitud de la bisagra y la colocación.
En la imagen 1:
- A: Indica el centro del espesor de la bisagra flexible.
- B: Indica las superficies de contacto de la pieza.
- R: Indica la distancia desde la superficie de contacto (B), hacia abajo del lado de la pieza, hasta la línea central de la bisagra flexible(A). Esto se convertirá en el radio de flexión de la bisagra flexionada.
- L: Indica la longitud de la bisagra.
- Negro: indica una sección transversal de la pieza/bisagra en posición abierta o no flexionada.
- Amarillo: indica una sección transversal de la pieza/bisagra en posición flexionada o cerrada.
Si la bisagra es demasiado corta o la distancia R por la pared hasta el punto de unión es demasiado grande (L < πR), la bisagra estará bajo tensión en la posición cerrada con la tensión concentrada en los puntos de unión como se muestra en la figura 2.1. Si la bisagra es demasiado larga o los puntos de unión están demasiado cerca de la superficie de contacto (L > πR), la tensión se concentrará en los puntos de unión y en la mitad de la bisagra. Esto también reduce la funcionalidad de la pieza, ya que el exceso de material de la bisagra actuará como un resorte, separando las superficies de contacto como se muestra en la figura 2.2.
 Con estos conceptos en mente, hemos visto que MJF puede construir bisagras flexibles con buenos resultados después de recocer hasta la longitud L = 1,27 mm usando la fórmula L = πR. Esto significa que la distancia mínima para R en la fórmula es de 0,4064 mm. Debido a la forma en que la parte exterior de la bisagra se estira con respecto a la línea central de la bisagra, las bisagras más pequeñas (longitud más corta en la fórmula L = πR) ejercen más presión sobre el material que las bisagras más grandes.
Con estos conceptos en mente, hemos visto que MJF puede construir bisagras flexibles con buenos resultados después de recocer hasta la longitud L = 1,27 mm usando la fórmula L = πR. Esto significa que la distancia mínima para R en la fórmula es de 0,4064 mm. Debido a la forma en que la parte exterior de la bisagra se estira con respecto a la línea central de la bisagra, las bisagras más pequeñas (longitud más corta en la fórmula L = πR) ejercen más presión sobre el material que las bisagras más grandes.
Las bisagras más grandes ejercerán menos tensión en el material y, por lo tanto, tenderán a tener una vida útil más larga. Sin embargo, en algún punto, la bisagra se vuelve demasiado grande y en realidad puede disminuir la funcionalidad y la estética de la pieza simplemente por el tamaño de la bisagra.
Una fórmula para el ángulo recto y otras bisagras flexibles
Hasta este punto, solo hemos hablado sobre las bisagras que han tenido una curvatura de 180 grados; sin embargo, todos estos principios pueden aplicarse a cualquier grado de curvatura, como una bisagra de 90 grados, por ejemplo. Entonces, ¿cuál es la regla general para las bisagras de cualquier curvatura?
En el caso de una curvatura de 180 grados (Figura 3), es la mitad de la circunferencia de un círculo. Por lo tanto, para una curvatura de 90 grados, la bisagra debe convertirse en un cuarto de la circunferencia de un círculo. Una fórmula general para la longitud de una bisagra flexible dado su radio de curvatura (o viceversa), necesita usar nuestra fórmula anterior: L = πR.
Pero dado que esto da la respuesta correcta para una curvatura de 180 grados, debemos tener en cuenta la cantidad de 180 grados de la curvatura en cuestión. En otras palabras, debemos dividirlo entre 180. Una fórmula que se puede aplicar a todas las curvaturas es L = (°Curvatura / 180) πR.
No hay una cantidad garantizada de ciclos flexibles que su bisagra pueda soportar, pero seguir estas pautas ayudará a maximizar la longevidad de sus diseños de impresión 3D con bisagras. Como siempre, si desea hacernos cualquier consulta o pregunta relacionada, no lo dude y póngase en contacto llamando al: +34 932 711 332 o, por correo electrónico, enviando un mensaje a: [email protected].
