




Normas de diseño: Silicona Líquida
Nuestras normas básicas para Moldeo por Inyección de Silicona Líquida incluyen importantes consideraciones de diseño que ayudan a mejorar la moldeabilidad de la pieza, mejorar su aspecto estético y reducir el tiempo total de producción.
Tamaño
Dimensiones máximas
|
TAMAÑO |
304mm x 203mm x100mm |
|---|---|
| VOLUMEN |
217 000 mm³ |
| PROFUNDIDAD | No superior a 50 mm a partir de la línea de apertura; las piezas más profundas han de tener un contorno más pequeño. |
| SUPERFICIE PROYECTADA | 31 200 mm² |
Tolerancias que tomar en cuenta: +/- 0.08 mm + 0.01 mm/mm
Si su pieza requiere tolerancias distintas, por favor póngase en contacto con: [email protected]

Comentarios sobre el diseño
Consulte sus dudas a un ingeniero de productos a través de [email protected] o llamando al +34 932 711 332
Materiales
- Silicona estándar (30, 50, 60, 70 durómetros)
- Silicona de grado óptico (MS-1002, MS-4002)

Acabados de la superficie
| ACABADO | DESCRIPCIÓN |
|---|---|
| PM-F0 | No estético, predeterminado |
|
PM-F1 |
Estético bajo, se han eliminado la mayoría de las marcas de herramientas |
|
SPI-C1 |
Piedra de arenisca 600, 10-12 Ra |
| PM-T1 | SPI-C1 + granallado ligero |
| PM-T2 | SPI-C1 + granallado medio |
| SPI-A2 | Pulido con diamante de grado n.º 2, 1-2 Ra |
| CARAS VERTICALES | 0.5° |
|---|---|
| MAYOR PARTE DE LAS SITUACIONES | 2° |
| MÍNIMO PARA CIERRE | 3° |
| MÍNIMO PARA TEXTURA LIGERA (PM-T1) | 3° |
| MÍNIMO PARA TEXTURA LIGERA (PM-T2) | 5°+ |
Aunque lo habitual es un ángulo de inclinación de 1 grado en las piezas de LSR, se puede tolerar ocasionalmente un ángulo de inclinación cero en piezas poco profundas. La naturaleza de la LSR permite ajustar más las normas del ángulo de inclinación que los termoplásticos, siempre que la construcción del molde lo permita.

Recomendaciones sobre grosor de pared en el moldeo de LSR:
- Son posibles paredes de solo 0,25 mm de grosor, dependiendo del tamaño de la pared y de la ubicación de las secciones más gruesas adyacentes.
- El espesor de la nervadura debería ser entre 0,5 y 1,0 veces el grosor de la pared adyacente.
- Normalmente, los radios de los filetes interiores deben ser aproximadamente iguales al grosor de las paredes. Los radios que sean mucho más grandes o más pequeños que dicho grosor podrían provocar porosidad.

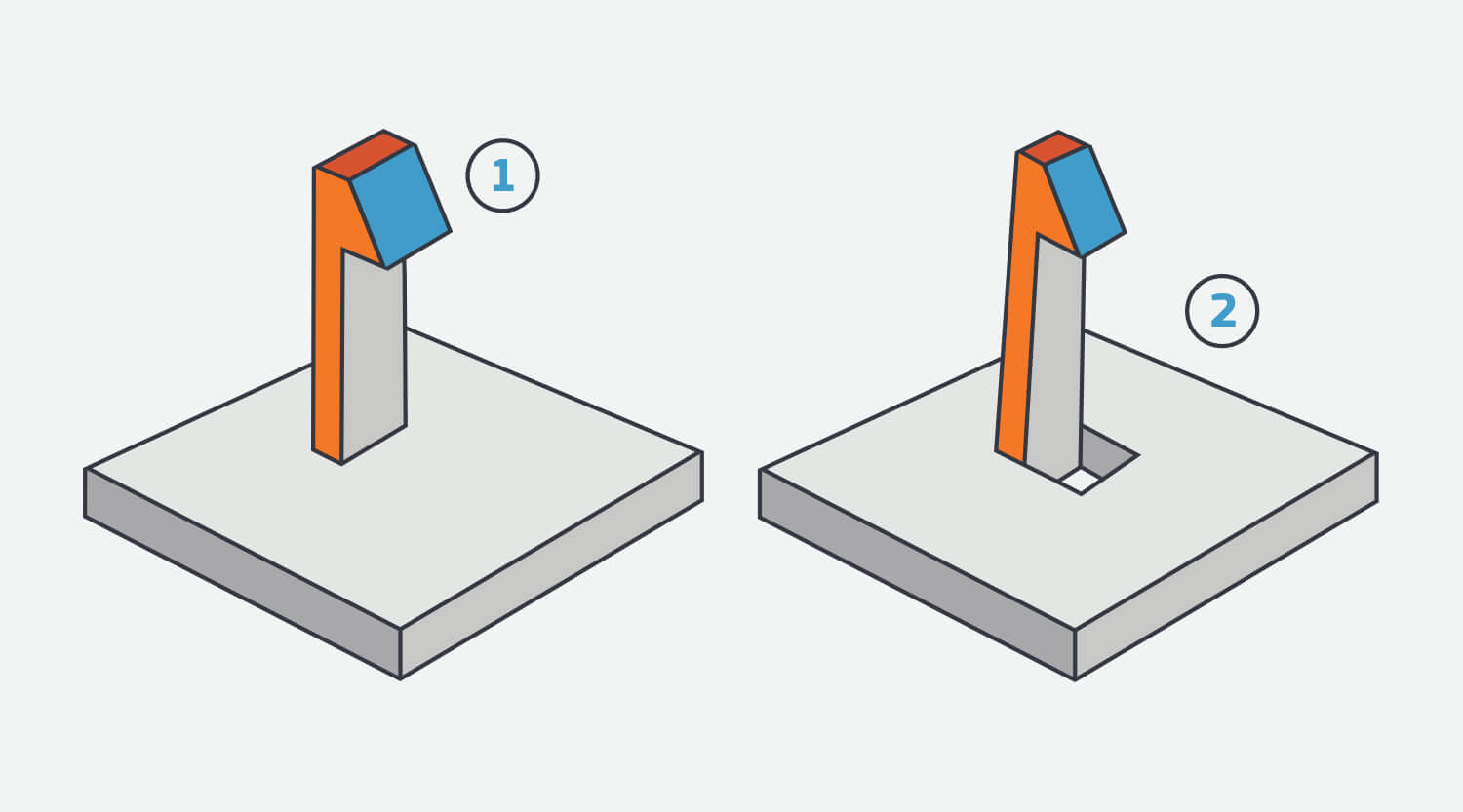
Contrasalidas
El moldeo de LSR permite la posibilidad de producir piezas con contrasalidas. El operario de la prensa puede eliminar fácilmente muchas contrasalidas sencillas sin necesidad de ayuda mecánica. La viabilidad de piezas con contrasalidas debe revisarse caso por caso.
Radios
Algunas esquinas de las piezas tendrán radios en lugar de ángulos debido a que utilizamos un proceso de Fresado CNC automatizado para realizar el molde de sus piezas. Normalmente, esto no requiere realizar cambios en su modelo, aunque los radios resultantes se deben identificar antes del fresado del molde.


Análisis de moldeabilidad gratuito en pocas horas
RECIBIR UN PRESUPUESTOSolicitar más información
