





Cet article traite des spécificités des matières en moulage par injection. Il reprend le contenu d’un webinaire que nous avions organisé car nous nous sommes rendu compte que la question du choix de la matière est un sujet récurrent lorsque nos clients nous consultent pour réaliser leurs projets. Ce petit guide a donc pour but de vous orienter dans le choix de votre matière pour pièce plastique injectée.
Nous verrons principalement les thermoplastiques rigides, c'est à dire les thermoplastiques non-élastomères, et en particulier :
- Comment bien définir son besoin
- La notion de thermoplastique amorphe et semi cristallin
- L'importance des facteurs de température
- L'importance des facteurs d’environnement
- Une petite revue de l'offre Protolabs

Comment bien définir son besoin ?
C’est le point de départ, qui peut sembler basique et logique à première vue, mais c’est une étape très importante à ne pas sous-estimer. Il y a en effet une trentaine de types de thermoplastiques, ce qui représente en fait des dizaines de milliers de grades commerciaux sur le marché. Décrire son application va donc être important pour le choix d'une matière. Un expert aura besoin de la description la plus détaillée, afin de se baser sur le retour d'expérience.
Voici une check list de six questions à bien passer en revue pour ne rien oublier :
- Est ce que ma pièce est une pièce d'aspect ? Est-ce que je vais avoir besoin d'une pièce transparente, une couleur particulière ? Il faut savoir que toutes les matières ne se colorent pas aussi facilement.
- Quelles sollicitations mécaniques va subir ma pièce ? Est-ce qu'il s'agit d'une pièce structurelle ou est ce qu'elle va devoir subir de la fatigue, des frottements ?
- Dans quel environnement ma pièce va t’elle évoluer ? Quelles vont être les produits au contact ? Évoluera t’elle en extérieur soumise aux UV ?
- Quelle sera la température de service ? C'est ce point que nous aborderons plus en détail un peu plus loin.
- Ma pièce aura-t-elle besoin de certification particulière ? (ex : pour le contact alimentaire, tenue au feu, une norme pour le secteur médical…)
- Y a-t-il une autre caractéristique particulière qui pourrait être liée au projet ? (diélectrique...)
Ces six questions paraissent logiques mais nous n’insisterons jamais assez sur leur importance. Il faut vraiment bien s'y attarder. Une anecdote : nous avons pu voir par exemple un client qui avait sélectionné un ABS, produit classique très courant et en fait sa pièce en fonctionnement se déformait complètement : il avait négligé le fait que sa pièce devait évoluer à 100 degrés, ce qui est rédhibitoire pour un ABS. Autre exemple, un client qui était parti sur un POM et qui après coup a réalisé que sa matière devait être V0 : très embêtant puisque dans les POM il n'y a pas de grade V0. Et voilà pourquoi il est essentiel de prendre le temps de bien sélectionner sa matière : sans quoi on s’expose à un impact de perte de temps et d'argent. Au mieux on aura quelques validations ou métrologies à refaire, mais au pire si le changement matière impacte un différentiel de retrait trop important, les dimensionnels pièce peuvent être considérablement altérés, et on court alors le risque de devoir refaire un moule complet. Perte de temps et d’argent.

Thermoplastiques amorphe ou semi-cristallins?
On divise les thermoplastiques en deux grandes familles : amorphe ou semi cristallin. Cette différence provient de leur structure macromoléculaire. Les thermoplastiques amorphes ont une structure aléatoire, alors que les thermoplastiques semi cristallin auront une structure partiellement ordonnée.
Parmi les thermoplastiques amorphes, nous aurons les matières transparentes, ce sont des matières qui ont aussi un aspect plus esthétique que les semi-cristallin. Elles ont un faible retrait et une meilleure stabilité dimensionnelle, et sont plus faciles à coller.
Les semis-cristallin, en revanche vont généralement être opaques, malgré quelques exceptions : par exemple parmi les polyamides on peut trouver des grades transparents. Les semi-cristallins vont présenter une meilleure résistance à la fatigue, au frottement, à l'usure, et plus globalement une meilleure résistance chimique de par leurs structures cristallines. Ce sont des matières aussi plus faciles à injecter car plus fluides, moins cassantes au démoulage, mais par contre plus sensibles au respect des températures de moulage pour optimiser la phase cristalline. La pyramide de droite vous présente les principales familles de thermoplastiques ce qui fournit une liste quasi exhaustive de ce que l’on peut trouver sur le marché.

L’importance des facteurs de température :
Regardons maintenant plus en détail l'importance des facteurs de température, et notamment la notion de température de service. C'est le point souvent attendu par les clients : à quelle température pourra-t’on utiliser la matière.
Dans les fiches techniques on trouve généralement la température de fléchissement sous-charge qu'on appelle HDT et la température de ramollissement Vicat. Ces deux données sont présentées sous différentes normes fonction de différentes charges et différentes épaisseurs possibles : donc attention aux valeurs qu’on compare. Ce qui est important à noter c'est que ces deux températures, même si elles sont intéressantes comme données, ne reflètent pas la température de service continu à laquelle on va pouvoir utiliser une matière. En tant que concepteur, ce qui va nous intéresser sera plutôt la température de service continu, donnée qui est rarement présente dans les fiches techniques.
Quelle donnée de température utiliser ? Intérêt de la RTI : Relative Temperature Index
Une donnée pouvant être considérée comme plus représentative est ce qu'on appelle la RTI (Relative Température Index ) qui est une donnée selon une norme UL. Cette donnée figure rarement sur les fiches techniques : pour la trouver, il faut se procurer ce qu'on appelle la Yellowcard sur la base UL ou auprès du fournisseur matière. La RTI nous donne la température à laquelle une matière peut, après un vieillissement relatif de 100 mille heures, conserver 50 % de ses caractéristiques initiales. On va avoir trois RTI :
- une RTI électrique
- une RTI à l'impact
- une RTI de rigidité

Ces trois valeurs sont données en fonction de différentes épaisseurs d'échantillons. La plus commune étant 1,5 mm d'épaisseur. C'est la RTI à l'impact qui sera généralement la plus basse : de l'ordre de 5 à 10 degrés inférieures aux deux autres.
Notons qu'on peut également trouver parfois ce qu'on appelle la « Temperature index » selon différentes normes, mais ces valeurs, en fonction de leur norme, ne représentent que 20 000 heures de vieillissement ou 5 000 heures de vieillissement.
Il ne faut donc pas comparer les RTI « Relative Temperature Index » aux « Temperature index » car 100 mille heures représentent plus de 11 ans de fonctionnement alors que 20000 heures seulement un peu plus de deux ans et 5000 heures un peu plus de six mois).
Petit Guide indicatif de valeurs pour les thermoplastiques :
On l’a donc vu, on peut avoir des données vraiment très différentes, et comme ces valeurs de RTI sont rarement données dans les fiches techniques, nous vous proposons ici quelques valeurs indicatives en fonction des différentes familles de thermoplastiques : notons bien que ce sont des valeurs indicatives : sur le marché on trouve effectivement différents grades pour une matière donnée donc par exemple pour un abs on peut avoir des RTI variant de 60 à 85 degrés, ou pour des polyamides de 90 à 115. Il y a donc une disparité dans les différents grades d’un type de matière. L’ajout de renforts comme les fibres de verre peuvent parfois améliorer les valeurs. Par exemple dans les polyamides à on peut trouver des grades chargés qui peuvent atteindre une RTI de 140°. Il est donc très important de vérifier pour un grade donné ce que peut être sa RTI pour éviter des mauvaises surprises.

Impact de la température sur le temps de fonctionnement :
Pour la température de service on différencie température de service en continu et souvent on va vouloir aller chercher quelques degrés de plus… : j'aimerais que ma pièce puisse tenir telle ou telle température en pointe. Mais la notion de pointe est toute relative : parlera-t’on de quelques minutes ? d’une heure, de 10 heures ? Pour pouvoir estimer à quoi s'attendre avec une matière, on peut utiliser un petit outil pratique : attention, ceci n’est pas une loi physique, mais un indicatif : l'idée est de tracer une droite sur une échelle logarithmique à partir de la valeur de la RTI et de 90% de la valeur de la HDT ( la température de fléchissement sous charge) qui est généralement présente dans les fiches techniques. Prenez la HDT à 0,46 Mpa.
Dans l'exemple présenté ici on peut voir que pour une RTI de 120 degrés si on augmente de 10 degrés la température à 130° on peut s'attendre à une durée de vie de 20 mille heures ; encore 10 degrés de plus , 140 degrés seulement 5000 heures. On voit tout de suite l'impact de l'augmentation de la température avec rapidement la baisse de temps de fonctionnement possible pour une matière. Cette courbe en fonction des matières peut être presque verticale notamment lorsque la RTI et la HDT sont très proches, notamment pour les thermoplastiques amorphes.
On a dit que la RTI représentait la température à laquelle, après un vieillissement de 100 000h, on avait une perte de 50% des propriétés mécaniques. On pourrait imaginer franchir la limite représentée par la droite du graphique mais cela signifierait que la perte de caractéristiques serait >50% et difficilement estimable.
La température influence donc les comportements mécaniques de la matière.

Comportement mécanique en température
A nouveau, rappelons que la RTI est la température à laquelle une matière peut après un vieillissement relatif de 100 mille heures conserver 50 % de ses caractéristiques initiales. Mais ces caractéristiques initiales ne sont pas celles à une température à 23 degrés comme donné dans les fiches techniques mais les caractéristiques de la matière à la température de la RTI. Donc d'un côté on a la fiche technique avec la HDT et aussi les caractéristiques mécaniques présentées à 23 degrés (il peut arriver parfois d'en avoir quelques-unes en température mais là encore c'est extrêmement rare) et de l’autre côté la RTI donnée par la UL- yellow card.
Quel comportement attendre alors à 120 à 130 degrés ? Quelles vont être les caractéristiques mécaniques d'une matière à cette température et après vieillissement ? Il faut de nouveau revenir sur les deux grandes familles de matières : les semis-cristallin et les amorphes.
Voyons la représentation de l'évolution des caractéristiques mécaniques des matières en fonction de la température : on voit sur la courbe l'effet de la température qui fait perdre les performances mécaniques.

En bleu, les thermoplastiques amorphes vont avoir une perte régulière jusqu'à arriver à ce qu'on appelle la Tg, la température de transition vitreuse, où leurs propriétés vont complètement s'effondrer. Les semis -cristallin eux, vont présenter aussi une perte régulière jusqu'à arriver à la Tg, où ils vont avoir également une perte importante, mais conserver quand même encore de bonnes performances, jusqu'à arriver à la Tm, température de fondue, où cette fois leurs performances vont s'effondrer.
La température transition vitreuse caractérise le passage d'un état vitreux à un état caoutchouctique. Autrement dit passer d'un état où les chaînes macromoléculaires vont être plus ou moins figées, à un état plus ou moins mobile, le tout évoluant avec l'augmentation de la température. Là encore les fiches techniques fournissent une information limitée, et rarement les températures de transition vitreuse. Il est donc important d'avoir quelques notions et de savoir où situer les matières.
Voici donc ci-après une échelle présentant les principales familles de thermoplastiques. Notons bien que ce sont des valeurs indicatives et que l’on peut trouver des variations en fonction des grades disponibles sur le marché. (Un bon exemple sont les cyclo-oléfins (COC) qui existent dans des grades allant de 70 degrés à 170° au niveau de la Tg).
Que peut-on attendre en terme de performances mécaniques en température pour une matière donnée ?

Voici un autre outil pratique pour estimer la tenue mécanique en température :
On observe à gauche le comportement typique d'un thermoplastique amorphe : jusqu’à la température transition vitreuse on a une perte régulière de l'ordre de -2% à -6% par tranche de 10 degrés que ce soit pour les valeurs de modules ou de contraintes. Les semis cristallin vont eux aussi perdre de l'ordre de -2% à -6% par 10 degrés avant la Tg, puis -35% à -40%, puis voir à nouveau une perte plus régulière de -2% à -6% par 10 degrés. Dans les fiches techniques on trouve plusieurs valeurs de modules de contrainte que ce soit en flexion ou en traction. Il y a notamment la « tensile stress at yield » et la « tensile stress at break ». La « tensile stress at yield » ou « yield strength » est en fait la contrainte acceptable avant déformation plastique, c'est à dire qu’en dessous de cette contrainte la matière va rester dans un comportement élastique : quand on la déforme elle va pouvoir retrouver sa forme initiale. Passé cette valeur les déformations seront irréversibles. Regardons maintenant un cas précis, par exemple avec un PBT donné :
-la fiche technique nous donne à 23 degrés une contrainte limite élastique de 56 MPa.
-la Yellow card nous indique une RTI de 130 degrés (donc à 130° d'après ce que l’on a vu avant on peut estimer la contrainte élastique à 20 MPa et d'après la définition de la RTI au bout de cent mille heures de fonctionnement on peut s'attendre à une perte de 50 % de caractéristiques et arriver ainsi à une contrainte élastique à seulement 10 MPa : au final on se retrouve avec seulement 17% des caractéristiques initiales (10/56).
A 130°C, d'après ce qu’on a vu avant on peut estimer la limite élastique à 20 MPa et d'après la définition de la RTI, au bout de cent mille heures de fonctionnement on peut s'attendre à une perte de 50 % de caractéristiques et arriver ainsi à une limite élastique à seulement 10 MPa.
Au final, à 130°C et après 100000h de fonctionnement, on se retrouve avec seulement 17% (10/56). de la caractéristique donnée dans la fiche technique.
L’importance de l’environnement sur la pièce
Regardons maintenant l'importance de l'environnement dans laquelle évolue la pièce, et des agents éventuels qui vont être en contact. Par agent, nous entendons par exemple un produit chimique, un niveau d’humidité, ou encore des UV : plein de choses imaginables qui auront des impacts plus ou moins importants. Parfois bien sûr la matière peut se révéler être incompatible avec l'environnement. Prenons un cas précis, par exemple avec un polycarbonate en présence d'alcool. Le tableau ci-dessous vous présente la contrainte admissible en MPa dans l'air ou en présence de l'agent, à deux températures (23 ou 60 degrés) et pour différents temps de fonctionnement.
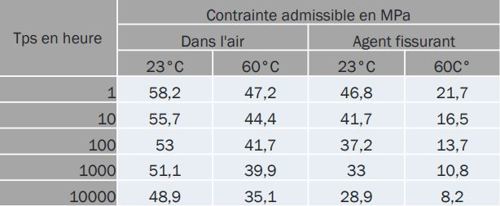

Si on se met au point de départ dans la case en haut à gauche, à 23 degrés, au bout d’une heure on est à 58 MPa de contraintes admissibles et on peut voir que cette valeur va nettement diminuer jusqu'en bas à droite à 60 degrés en présence de l'agent après de dix mille heures de fonctionnement. On voit bien à quel point la présence d'agents peut encore plus accentuer l'impact de la température sur la tenue mécanique d’une matière.
Il existe donc beaucoup de familles de thermoplastiques et un nombre innombrable d'agents possibles. A défaut de pouvoir tous les passer en revue, voici une petite table non exhaustive qui permet d'avoir un aperçu de ce qui est compatible ou non, et d’identifier les cas où les matières risquent d'avoir des problèmes. Cependant, nous conseillons toujours d'essayer d'aller chercher soit dans la littérature soit dans les guides spécifiques rédigés par les fabricants, le maximum d'information. Certains fabricants proposent des guides vraiment très riches avec beaucoup plus de données que ce qu'on ne peut trouver dans les fiches techniques matière. Et puis bien sûr outre les conseils d'un expert ou des fabricants matière, pour certains produits, il faudra faire des tests réels de validation pour être sûr de ce que peut supporter la matière à la fois en présence de l'agent mais aussi en température, les deux cumulés.
En Résumé
En résumé si on reprend les six questions indispensables à se poser pour bien définir son besoin :
- pièces d'aspect ou non, et type de sollicitations mécaniques : on peut déjà faire un bon tri entre amorphe ou semi cristalin : cela permet déjà de bien orienter le choix
- prise en compte des facteurs température et d’ environnement : attention à prendre avec précaution les données des fiches techniques. Essayer d’estimer ou d'obtenir des données plus précises en phase avec la réalité d'application de la pièce.
- Exigence d’une certification particulière ou caractéristiques spéciales : ces deux points sont plus facilement appréhendables dans les fiches techniques d’une matière, une certification sera précisée et pour les caractéristiques spéciales on a d'autres valeurs disponibles dans les fiches techniques qui répondront à ce type de besoin.
Et pour en savoir plus sur l’offre de service de Protolabs, vous pouvez cliquer sur nos pages Moulage par Injection. Et pour les matières que nous proposons, rdv sur la page Matières pour injection plastique.
Un peu plus sur Protolabs :
Protolabs est le fabricant numérique à grande échelle le plus rapide au monde et notre offre s'articule autour de trois services :
toujours avec l'objectif de proposer des délais courts sur des prototypes ou des petites et moyennes séries.
L'idée est d'accélérer les développements de vos produits et de les mettre le plus rapidement possible sur le marché, de réduire les risques en réalisant plusieurs itérations dans des temps courts, et d'optimiser la chaîne logistique et d'approvisionnement pour l'injection.
Nous vous proposons soit des moules prototype soit des moules de fabrication à la demande : ce sont des moules rapides réalisés en aluminium en quinze jours ouvrés en standard, avec possibilité de délais plus courts en fonction de la complexité de la pièce. Les moules prototypes sont des moules une empreinte garantie de 1000 pièces. Avec les moules de fabrication à la demande on pourra faire des démos et multi empreintes et des garanties limitées sur le sur le nombre de pièces. Les lots de production se font en 10 jours ouvrés en standard, pour pouvoir réagir rapidement à la dynamique du marché, la volatilité de la demande, et de réduire les coûts de stockage.
En termes de services secondaires sur les pièces injectées, on vous propose de la métrologie bien sûr mais également d'autres services tels que la tampographie, divers assemblages avec de la soudure par exemple, des finitions dans les empreintes moule, que ce soit des textures chimiques ou du gravage laser, ou encore du marquage de pièces pour des codes.
Protolabs est un groupe américain fondé en 1999 et présent en Europe depuis 2005. Nous avons trois usines en Europe : une basée en Angleterre qui s'occupe de toute la partie réalisation de moules d'injection des pièces mais également d’usinage des pièces plastiques ou métal, et nos deux sites en Allemagne pour l’impression 3D.
- Chers lecteurs, ainsi s’achève la retranscription complète de notre webinaire vous aidant à choisir la bonne matière pour l’injection plastique. Il s’est terminé par une session de questions /réponses, que vous pourrez consulter ici.