






Moulage d'inserts
Votre Masterclass en design produit et développement.
Masterclass Protolabs’ Insight
Notre série de vidéos Insight vous aidera à maîtriser la fabrication numérique.
En plus de nos conseils de conception mensuels, nous publions désormais régulièrement ces nouvelles vidéos : chacune d'entre elles vous donne un aperçu plus approfondi de la manière de concevoir de meilleures pièces. Nous aborderons des sujets spécifiques tels que le choix du bon matériau d'impression 3D, l'optimisation de votre conception pour l'usinage CNC, les finitions de surface pour les pièces moulées, et bien d'autres encore.
Alors, rejoignez-nous et ne manquez pas l'événement.
Insight: Moulage d’inserts - pour une durabilité et une résistance accrues
03.06.2020
Bonjour et bienvenue dans notre vidéo Insight de cette semaine.
Cette semaine, nous allons examiner de plus près le moulage d’inserts.

Comme vous le savez certainement, les pièces moulées par injection de plastique peuvent être parfaitement résistantes, supporter de lourdes charges, des températures relativement élevées et les effets corrosifs des acides et des alcalis. Le plastique est également plus léger et généralement moins cher que le métal.
Mais parfois, le plastique ne se suffit pas à lui-même. L’orifice central d’une poulie tout plastique peut s’user trop vite, les trous taraudés dans des poignées s’arracher ou des boutons moulés avoir tendance à se décoller. En renforçant ces zones avec un insert métallique, vous combinez les avantages des deux mondes.
Vous pouvez bien sûr ajouter cet insert métallique après le moulage, mais il est parfois payant de le placer dans le moule avant l’injection du plastique. Ce faisant, vous éliminez les opérations secondaires et assurez une liaison robuste entre le métal et le plastique.
Mais avant de considérer cette solution comme une panacée, vous devez prendre en compte quelques éléments.

Tout d’abord, vous paierez un peu plus cher pour le moulage d’inserts et le délai sera plus long que pour le moulage par injection d’une seule pièce.
En effet, l’insert fileté, la douille, le manchon ou le bossage est placé manuellement dans le moule.
Alors, quand le moulage d’inserts vaut-il la peine ?
Il faut y réfléchir pour toute application où votre pièce en plastique a besoin d’une plus grande solidité ou d’une résistance à l’usure dans certaines zones.
Tout composant en plastique qui est assemblé à une autre pièce par des vis ou des boulons est un candidat de choix. Sur la surface d’un palier, notamment pour une pale de ventilateur ou un engrenage d’entraînement, une douille en bronze ou en laiton augmentera la durée de vie du produit.
Bien, voyons maintenant quels thermoplastiques vous pouvez utiliser pour le moulage d’inserts. Les plastiques rigides de qualité technique comme le Delrin ou le nylon sont excellents, tout comme le polyéthylène et l’éthylène. Vous pouvez même employer du silicone liquide.
Par contre, les plastiques qui ont des températures de moulage très élevées, par exemple le PEI ou le PEEK, sont moins adaptés. En effet, les inserts sont souvent mis en place à la main et si, comme nous, votre fournisseur a un processus de rotation rapide utilisant des outils non refroidis pour réduire le coût des pièces et accélérer le traitement, il aura bien des difficultés à placer un insert dans un moule qui a été chauffé à plusieurs centaines de degrés. C’est comme si vous vous bruliez les doigts dans un four chaud pour attraper un biscuit qui vient d’être cuit !
Passons aux inserts eux-mêmes. Votre fournisseur ne propose probablement pas les inserts, car il existe de nombreux fabricants. Vous constaterez que leur surface externe est souvent striée, ou présente une forme spéciale, afin qu’ils soient maintenus solidement en place. Petit rappel : lorsque vous commandez des inserts, n’oublier pas de demander le fichier CAO au fournisseur, car vous devrez le joindre aux plans de conception et d’assemblage des pièces pour obtenir un devis et une analyse du projet.
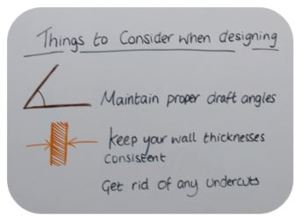
Pour la conception de la pièce, rassurez-vous, il n’y a pas plus de règles que pour toute autre pièce moulée par injection. Adoptez des angles de dépouille appropriés, des épaisseurs de parois constantes, éliminez les contre-dépouilles, en fait tous les éléments habituels dont nous avons parlé dans nos précédentes vidéos Insight.
Le petit morceau de métal lui-même demande cependant un peu plus de réflexion.
.
Comme nous l’avons dit, la plupart des fournisseurs vont probablement mettre en place manuellement l’insert dans un moule assez chaud, donc l’opérateur portera des gants. Vous avez surement déjà essayé de manipuler de petites choses délicates avec des gants, et vous comprendrez donc qu’une taille minimale d’insert est nécessaire. Chez Protolabs par exemple, nous préférons les inserts de plus de 3,17 mm de diamètre, ce qui n’est d’ailleurs pas excessif.
De plus, un insert ne doit pas être placé trop profondément à l’intérieur du moule, nous recommandons un rapport de 2:1 entre le dégagement pour la main et la profondeur.
Votre fournisseur peut aussi avoir besoin d’orienter la pièce différemment pour placer et retenir l’insert, pour prévenir sa chute. Les inserts doivent également avoir une taille adaptée, nous conseillons une tolérance de 0,05 mm par rapport aux surfaces de logement pour éviter les bavures.
Et enfin, lorsque du plastique fondu coule autour d’un objet, comme votre insert, puis se retrouve de l’autre côté, vous pouvez obtenir des lignes de soudure. Ces fines lignes ne constituent normalement que des défauts esthétiques, mais peuvent éventuellement conduire à la formation de fissures par la suite. Pour éviter cela, deux solutions : la première consiste à utiliser une matière chargée de verre et la seconde à renforcer les parois autour de ces zones. Des parois ou des nervures légèrement plus épaisses dans la zone autour de l’insert sont une bonne idée pour le soutenir et empêcher tout mouvement.
Votre fournisseur doit identifier tous ces éléments pour vous donner des conseils dans le cadre de son analyse de faisabilité, donc, comme toujours, travaillez en étroite collaboration avec lui.
Eh bien, c’est tout pour cette semaine. J’ai hâte de vous revoir vendredi prochain.
Avec nos remerciements pour Natalie Constable.
