






Moulage par Injection - Évitez d'être trop carré
Votre masterclass en design produit et développement
Notre série de vidéos Insight vous aidera à maîtriser la fabrication numérique.
En plus de nos conseils de conception mensuels, nous publions désormais régulièrement ces nouvelles vidéos : chacune d'entre elles vous donne un aperçu plus approfondi de la manière de concevoir de meilleures pièces. Nous aborderons des sujets spécifiques tels que le choix du bon matériau d'impression 3D, l'optimisation de votre conception pour l'usinage CNC, les finitions de surface pour les pièces moulées, et bien d'autres encore.
Alors, rejoignez-nous et ne manquez pas l'événement.
Insight: Moulage Par Injection - Évitez d'être trop carré
17.07.2020
Bonjour et bienvenue dans la vidéo Insight de cette semaine.
Aujourd’hui nous allons nous pencher de plus près sur la conception des angles. Et plus précisément ceux des pièces moulées par injection.
Comme tout le monde, j’aime bien les angles droits, mais parfois ils peuvent souffrir d’être un peu trop carrés.

En tant qu’ingénieur ou concepteur de produits, vous devez être conscient des pièges de la rectitude lors du développement de vos pièces pour le moulage par injection. Si vous n’introduisez pas une bonne dose d’arrondis et de congés, la précision, la résistance et l’esthétique des pièces peuvent en pâtir.
En général, il est donc important d’avoir des angles arrondis et lisses, mais d’autres facteurs peuvent affecter même une pièce qui répond à ces critères.
Certains plastiques sont plus tolérants que d’autres pour les pièces à angles vifs, alors parlez-en à votre fournisseur.
L’épaisseur de vos parois jouera également un rôle. Le renforcement des parois adjacentes peut absorber une partie des contraintes produites par des angles internes aigus, mais faites attention, car ce renforcement peut entraîner d’autres problèmes de conception
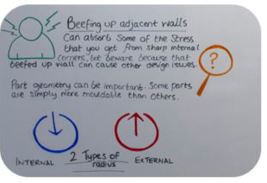
Et la forme des pièces peut être importante. Certaines sont simplement plus faciles à mouler que d’autres.
Tous ces facteurs peuvent affecter les arrondis dont vous avez besoin pour la conception d’une pièce, il s’agit de trouver le bon équilibre, car le moulage par injection est un processus complexe.
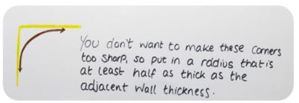
Assis devant votre programme de CAO, de quoi devez-vous tenir compte ? Vous devez envisager deux types d’arrondis : internes et externes. En effet, lorsque je parle de congés, il s’agit des raccordements qui se trouvent au fond d’un compartiment, là où les parois rencontrent le plancher. Pour que ces angles ne soient pas trop aigus, prévoyez un arrondi d’un rayon d’au moins la moitié de l’épaisseur de la paroi adjacente.
Quant aux arrondis au sommet , ils doivent être d’un rayon environ une fois et demie l’épaisseur de la paroi.
Pourquoi ? Cela permet au plastique fondu de s’écouler plus facilement et élimine les contraintes résiduelles qui gauchissent les pièces à parois minces. Cela évite également les fissures qui pourraient entraîner la défaillance de votre pièce ou de votre produit.
Le choix de la matière peut aussi faire la différence. Si vous avez déjà utilisé le moulage par injection, il se peut que vous ayez constaté des vides sur le dessus de certains compartiments ou sur l’extérieur d’un boîtier. On a l’impression qu’il n’y avait pas assez de plastique pour terminer la pièce. Mais ce n’est pas parce que votre fournisseur cherche à vous léser, le coupable est plus probablement la matière elle-même.
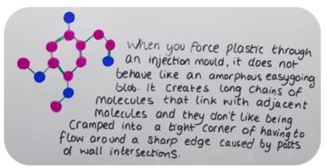
Lorsque vous injectez le plastique dans un moule, il ne se comporte pas comme une masse amorphe et malléable à souhait. Il se crée de longues chaînes de molécules qui n’aiment pas se retrouver à l’étroit dans un coin ou devoir contourner le bord aigu de certains piliers ou d’intersections de parois.
Cela signifie que la matière peut ne pas atteindre tous les recoins de votre empreinte de moule et qu’il subsistera quelques vides.
Même si la matière s’écoule là où elle est censée le faire, la contrainte causée par ces flexions et torsions moléculaires peut entraîner un gauchissement et une déformation de la pièce moulée.
De toute évidence, aucun de ces scénarios n’est souhaitable.
Vous pouvez donc prendre deux mesures. D’abord, éviter en général les matières chargées de verre et de fibres, car leur plus grande résistance et leur intégrité moléculaire les rendent moins susceptibles de suivre l’écoulement que les plastiques non chargés. Ensuite concevoir le moule de manière adéquate, un bon choix des rayons permettra de prévenir ce problème.
Vous devez également réaliser que certaines limites d’usinage peuvent vous empêcher d’avoir l’angle vif que vous souhaitez. Les recoins internes d’une empreinte de moule ne peuvent pas être plus petits que la fraise utilisée.
Vous pouvez maintenant contourner ce problème en appliquant d’autres méthodes de fabrication comme l’usinage par électroérosion, mais ce procédé est plus lent et plus onéreux. En outre, vous courez bien sûr le risque des complications dont j’ai déjà parlé en ce qui concerne le moulage par injection lui-même.
Ensuite, j’ai évoqué le renforcement de vos parois pour vous aider à garder des coins plus carrés… Mais le simple fait de les épaissir n’est pas la solution, parce que cela peut conduire à un affaissement, des retassures ou la formation de bulles.
Il est de loin préférable de consolider la paroi en introduisant une disposition en nid d’abeille sur les sections fines ou d’avoir une série de courtes nervures verticales pour aider à prévenir la flexion.
Maintenant, si tous ces arrondis et ces congés vous semblent être un vrai casse-tête, ne vous inquiétez pas outre mesure : votre système de CAO devrait vous assister et votre fournisseur devrait détecter tout problème potentiel lorsqu’il vérifie votre conception à l’aide de son analyse de faisabilité.
Eh bien, c’est tout pour cette semaine. J’ai hâte de vous revoir vendredi prochain.
Avec nos remerciements à Natalie Constable.