








Conception et moulabilité
Volume 1
Concevoir des pièces en plastique aux fins de moulabilité a toujours revêtu une importance majeure pour les processus de moulage par injection traditionnels, mais cette démarche s'avère particulièrement bénéfique durant le moulage par injection rapide en vue de veiller au maintien d'une vitesse et d'une qualité constantes durant la fabrication. Ce guide examine nombre des considérations de conception importantes à prendre en compte durant la conception et la production de pièces moulées par injection.
- Qu'est-ce que le moulage par injection
- Qu'est-ce que le moulage par injection rapide ?
- Applications du moulage par injection rapide
- Epaisseur de paroi
- Une question de noyau
- A la recherche de l'absolu
- Résister sans fléchir
- Chassez le stress
- Donnez-leur de bonnes nervures
- Place aux bossages minces
- Draft
- Une conception dépouillée
- L'empreinte centrale
- L'impact de l'usinage en profondeur
- La texture
- Fermeture du moule
- Les tiroirs seuls
- Le démoulage en force
- Les inserts manuels
- Les trous ayant un rapport longueur-diamètre élevé
- Ouvrez les vannes
- L'appariement de pièces identiques
- Soyez tolérants
- Matière à réflexion
- Sélection des couleurs
- Additifs
Qu’est-ce que le moulage par injection rapide ?
Le moulage par injection rapide est un procédé qui s'appuie sur l'automatisation de la fabrication. Des modèles de CAO sont envoyés directement à l'atelier de fabrication où l'usinage des moules commence. Dans la plupart des cas, les moules sont fabriqués en aluminium et non pas en acier. Ceci permet d'obtenir un outillage plus rapide et plus rentable par rapport aux moules en aciers traditionnels.
Un certain nombre d'options de finition de surface est disponible, et des tiroirs, des inserts à charge manuelle ainsi que des opérations de surmoulage et de moulage d'insert sont également proposés. L'utilisation sélective de l'usinage par électro-érosion (EDM) est appliquée afin d'améliorer les formes de moule telles que les bords et les angles. Ceci permet de produire des pièces en l'espace de quelques semaines plutôt qu'en termes de mois, comparé aux méthodes de moulage par injection traditionnelles.
Applications
Prototypes. Perfectionnez votre conception avec de véritables pièces moulées
- Essais fonctionnels pendant le cycle de développement de produit
- Essayez plusieurs matières
- Essayez plusieurs versions
Outillage de transition
- Pièces de production jusqu'à ce que le moule de production soit prêt
Production de petites à moyennes séries
- De 25 à plusieurs milliers de pièces
- Pièces juste à temps, utilisez votre argent pour autre chose que la gestion de stock
Situations de panique
- Interruption de la ligne de production
- Projets de développement de dernière minute
Secteurs
- Médical
- Automobile
- Électronique
- Aérospatial
- Produit grand public
- Appareil
- Éclairage
- Autres pièces de grande série
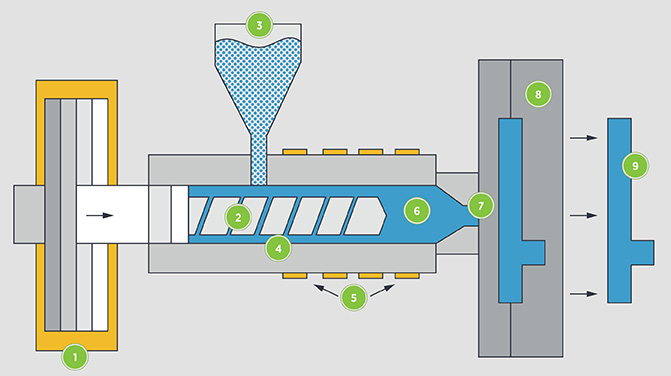
De gauche à droite : (1) Vérin - (2) Vis - (3) Trémie - (4) Cylindre - (5) Éléments chauffants - (6) Matériau - (7) Buse - (8) Moule - (9) Pièce
Épaisseur de paroi
Pour obtenir de bonnes pièces moulées, le plus important principe de conception à respecter est de conserver une épaisseur de paroi uniforme.
Conseil : La conception d’une bonne pièce moulée par injection dépend d’une épaisseur de paroi uniforme pour minimiser le risque de pièces gauchies ou déformées.

À la recherche de l'absolu
Épaisseur absolue de paroi recommandée par matière.
| Matière | Épaisseur de paroi recommandée (mm) |
|---|---|
| ABS | 1.14 - 3.50 |
| Acétal | 0.64 - 3.05 |
| Acrylique | 0.64 - 3.81 |
| Polymère cristallin liquide | 0.76 - 3.05 |
| Plastiques renforcés fibres longues | 1.90 - 2.54 |
| Nylon | 0.76 - 2.92 |
| Polycarbonate | 0.11 - 3.81 |
| Polyester | 0.64 - 3.17 |
| Polyéthylène | 0.76 - 5.08 |
| PPS (Sulfure de polyphénylène) | 0.51 - 4.57 |
| Polypropylène | 0.64 - 3.81 |
| Polystyrène | 0.89 - 3.81 |
Remarque : ces valeurs sont indicatives et dépendent de la géométrie de la pièce et de la construction moulée. Ne pas utiliser l'épaisseur de paroi minimale pour la conception de pièces de grande taille.
Conseil : Pour Protolabs, la règle générale consiste à appliquer une épaisseur de parois comprise entre 1,016 et 3.556 mm.
Résister sans fléchir
Éliminez les transitions abruptes qui causent des contraintes au moulage.
Concevez des structures tridimensionnelles auto-renforcées.
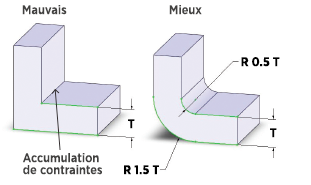
Chassez le stress
Les angles vifs affaiblissent les pièces.
- Ils causent des contraintes au moulage dans l'écoulement de la matière.
- Ils forment une accumulation de contraintes dans votre application.

Place aux bossages minces
- Ne créez pas de sections épaisses pour les bossages de fixation de vis.
- Les sections épaisses peuvent entraîner des retassures et des vides dans votre pièce.
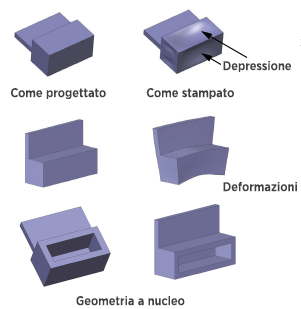
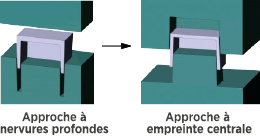
L'empreinte centrale
Quand vous dessinez votre pièce, envisagez une approche à empreinte centrale de préférence à des nervures. Elle permet d'obtenir une épaisseur de parois uniforme au lieu de parois à base épaisse. Nous pourrons fabriquer des moules ayant une meilleure finition de surface et livrer plus rapidement de meilleures pièces.
Conseil : Cette option est plus rapide et moins coûteuse à fabriquer.


Donnez-leur de bonnes nervures
Pour éviter les retassures, les nervures ne doivent pas dépasser 60% de l'épaisseur de la paroi.
Conseil : Si Protolabs demande une augmentation de l'épaisseur de paroi sur votre paroi T 40-60%, envisagez d'augmentez votre paroi T pour compenser cette augmentation de l'épaisseur et réduire les risques de retassure.
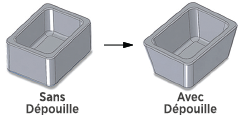
Une conception dépouillée
Prévoyez autant de dépouille (obliquité des parois verticales) que possible pour faciliter l'extraction des pièces hors du moule sans marques de traînée ou d'éjecteur. Vous obtiendrez de meilleures pièces plus rapidement.
L'impact de l'usinage en profondeur
Donnez à votre pièce le plus de dépouille possible. Ceci nous permettra de réaliser pour vous des éléments plus profonds. La dépouille nous permet de réduire le frottement des outils et les défauts esthétiques lors de l'usinage de parois profondes. Utilisez si possible un degré de dépouille ou plus. Pour les concepts à empreinte centrale, essayez d'utiliser au moins 2 degrés. En règle générale, on utilise approximativement 1 degré de dépouille pour 25,4mm jusqu’à 50,8mm. De 50,8mm à 101,6mm de profondeur, il faudra parfois prévoir soit 3 degrés de dépouille, soit une épaisseur minimale de 3,175 mm.
La texture
Protolabs peut ajouter une texture au moule de vos pièces, par microbillage. Une texture légère nécessite 3 degrés de dépouille minimum sur les parois verticales. Une texture moyenne nécessite 5 degrés de dépouille.

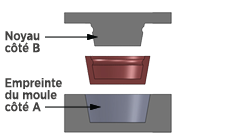

Fermeture du moule
Il y a moyen comme dans l’exemple ci-dessous d’éviter l’utilisation d’un tiroir et donc de faire de réelles économies. Pour cela les parois du moule parallèles entre elles ainsi qu’au sens d’ouverture, et en contact, devront avoir un angle de 3° de dépouille pour éviter tout frottement.
Les tiroirs seuls
Les tiroirs peuvent former des contre-dépouilles sur l'extérieur de votre pièce. Ces contre-dépouilles doivent se trouver sur le plan de joint ou y être reliées. Elles doivent se trouver dans la surface du plan de joint. Les pièces Protolabs peuvent avoir plusieurs tiroirs.
Le démoulage en force
Le démoulage en force peut être utilisé pour une légère contre dépouille et permet ainsi d’éviter un tiroir ou un insert manuel. Ce démoulage qui peut être utilisé pour traiter des contre dépouilles simples et légères dépend beaucoup de la géométrie de la pièce, du matériau et de l’orientation dans le moule.
Conseil : Le moule peut être conçu selon une approche à empreinte centrale, permettant à la pièce d'être "percutée" hors du moule lorsqu'il s'ouvre.
Les Inserts Manuels
Un Insert Manuel est un élément métallique séparé, inséré dans le moule pour créer une contre-dépouille. Il est éjecté avec la pièce, puis retiré par l'opérateur et replacé dans le moule.
Conseil : L’utilisation d’un insert manuel permet de surmonter de nombreuses restrictions de forme et de positionnement mais cette méthode est plus coûteuse que le moulage par tirage direct ou l’utilisation de tiroirs.
Les trous ayant un rapport longueur-diamètre élevé
Ces trous peuvent être créés à l'aide de brochesnoyaux en acier dans le moule. Une broche en acier est suffisamment solide pour supporter les contraintes de l'éjection et sa surface est suffisamment lisse pour se dégager proprement de la pièce sans dépouille. Il ne devrait y avoir aucun problème au niveau de l'esthétique de la pièce ainsi obtenue, d'autant que tout problème éventuel se trouvant à l'intérieur du trou serait invisible.
Surveillez votre écriture
Choisissez des caractères sans sérif dont le plus petit élément à une épaisseur d'au moins 0.5mm. Les polices de caractères sérif comportent des petites extensions qui sont souvent de trop petite taille. Il est préférable d'avoir un texte en relief au dessus de la pièce. Il n'est en effet pas possible de polir tout autour si le texte est gravé en creux dans la pièce.
- Dans SolidWorks, la police de caractères Century Gothic 26 points Normal et 16 points Gras crée du texte usinable.
- La police Comic Sans MS 24 points crée aussi du texte usinable.
- Pour du texte de petite taille, une profondeur de 0,254 à 0,381 mm est souvent intéressante pour réduire les coûts d'usinage et améliorer l'éjection.
Ouvrez les vannes
Les bords minces limitent la coulée et peuvent se briser pendant l'ébavurage du point d'injection. Il nous faut de l'épaisseur au niveau du canal d'entrée de votre pièce. Pour connaître d'éventuelles alternatives, veuillez contacter l'un des ingénieurs de notre service clients par téléphone au +33 (0) 4 79 65 46 50 ou par e-mail à customerservice@protolabs.fr.
L'appariement de pièces identiques
Il est possible de fabriquer des pièces identiques que l'on peut retourner et apparier. Cette solution permet d'économiser le coût d'un deuxième moule.
Éléments inclus :
- Ergot et Trou
- Bord interverrouillable
- Crochets et tenons
Soyez tolérants
- Protolabs peut maintenir une tolérance d'usinage d'environ ±0,08 mm.
- La tolérance de retrait dépend essentiellement de la conception et de la matière choisie. Elle varie de 0,050 mm pour 25,4 mm pour les thermoplastiques stables comme l'ABS et le polycarbonate jusqu'à 0,635 mm pour 25,4 mm pour les résines instables comme le Santoprène.
- Certaines techniques permettent d'obtenir le plus de précision possible avec notre procédé. Veuillez contacter un ingénieur de notre service clients par téléphone au +33 (0) 4 79 65 46 50 ou par e-mail à customerservice@protolabs.fr.



Matière à réflexion
Lors du choix d'un matériau pour votre pièce, les propriétés à considérer seront notamment sa résistance mécanique, physique et chimique, son comportement à la chaleur, ses propriétés électriques, son comportement au feu ou sa résistances aux UV. Des fabricants et des formulateurs de thermoplastiques, ainsi que des moteurs de recherche de matière indépendants offrent des informations en ligne. Vous trouverez des liens concernant les matières à la page.
Thermoplastiques courants
Polypropylène - doux, robuste, bon marché, résiste aux produits chimiques
- Haute densité
- Basse densité
Polyéthylène — doux, robuste, bon marché, résiste aux produits chimiques
- Haute densité
- Basse densité
Polystyrène — dur, transparent, bon marché, cassant mais peut être renforcé
Thermoplastiques techniques
ABS
- Bon marché
- Résistant aux chocs
- Boîtiers pour équipements et appareils portatifs
- Sujet aux retassures
Acétal
- Plus coûteux
- Solide
- Bonne fluidité et usinabilité
- Très sensible à une épaisseur excessive des parois
LCP
- Très coûteux
- Très solide
- Remplit les pièces très minces
- Faibles lignes de soudure
Nylon
- Coût raisonnable
- Très solide
- Sujet au retrait et au gauchissement – surtout lorsque renforcé en fibre de verre
- Absorbe l'eau — changements dimensionnels et de propriétés
Polycarbonate
- Coût modéré
- Très robuste
- Bonne précision dimensionnelle
- Tendance à se fissurer sous l'effet de contraintes chimiques, vides
Polyesters — PBT, PET PPS, PSU, PES, PEI Et bien d'autres
Couleurs
Stock, semi-customisées, customisées.
Sélection des couleurs
Couleurs en stock généralement noir et naturel chez le fournisseur de la matière. Naturel peut-être blanc, beige, ambré ou une autre couleur. Les couleurs semi-customisées sont créées en ajoutant des granulés de colorant à la matière naturelle. Pour connaître les couleurs disponibles, consulter la page. Aucun supplément de prix n'est facturé pour les couleurs que nous tenons en stock. Elles ne sont pas exactement assorties et pourront former des traînées ou des vagues dans les pièces. Les couleurs customisées correspondent exactement à une nuance Pantone ou une pastille de couleur. Vous collaborez avec un formulateur et vous nous fournissez la matière. Ce processus est plus lent et plus onéreux mais il produit une meilleure correspondance des teintes.
Additifs
On utilise des fibres de verre (courtes) pour renforcer un matériau composite et réduire le fluage, surtout à hautes températures. Elles rendent la matière plus résistante, plus rigide et moins cassante. Elles peuvent entraîner un gauchissement du fait de la différence de retrait entre le thermoplastique et les fibres au moment du refroidissement.
La fibre de carbone est utilisée pour renforcer et /ou augmenter la rigidité d'un composite et pour faciliter la dissipation électrostatique. Elle présente les mêmes limitations que la fibre de verre. La fibre de carbone peut rendre le plastique très rigide.
Des minéraux tels que le talc et la craie sont souvent utilisés comme charge pour réduire les coûts ou augmenter la dureté des pièces finies. Comme ils ne se contractent pas autant que les thermoplastiques en refroidissant, ils peuvent réduire le gauchissement.
Le PTFE (Teflon) et le bisulfure de molybdène sont utilisés comme lubrifiant sec pour des pièces utilisées dans des applications de paliers.
Les fibres de verre longues sont utilisées pour renforcer et réduire le fluage, tout comme les fibres de verre courtes, mais elles rendent la matière beaucoup plus résistante et rigide. Leur inconvénient est qu'elles peuvent rendre très difficile le moulage de pièces à parois minces et/ou à écoulement de matière prolongé.
Les fibres d'aramide (Kevlar) sont similaires aux fibres de verre mais pas aussi résistantes et moins abrasives.
Les billes de verre et les paillettes de mica sont utilisées pour raidir un matériau composite et réduire le gauchissement et le retrait. À forte charge, elles peuvent rendre l'injection difficile.
Les fibres d'acier inoxydable sont souvent utilisées dans les boîtiers de composants électroniques pour contrôler les perturbations électromagnétiques (EMI) et radioélectriques (RFI). Elles sont plus conductrices que la fibre de carbone.
Inhibiteurs d’UV pour les applications en extérieur.
Les traitements antistatiques pour dissipation de l'électricité statique par la matière.
Vous avez des questions ?
Appelez votre responsable de compte ou un ingénieur de notre service clients au +33 (0) 479 65 46 50.