





L'ABC du prototypage
Comment choisir le procédé le mieux adapté à votre projet
La possibilité d'obtenir rapidement des pièces prototypes permettant de tester l'ajustement des composants et leur fonction peut vous aider à commercialiser votre produit avant vos concurrents. Il devient en effet possible de modifier la conception, les matériaux, les dimensions, la forme, l'assemblage, la couleur, la manufacturabilité et la robustesse en fonction des résultats de vos tests et analyses.
De nombreux procédés de prototypage sont actuellement à la disposition des équipes de conception de produits. Certains procédés utilisent des méthodes de fabrication classiques pour produire les prototypes. D'autres technologies sont apparues et ont été ameliorées en relativement peu de temps. Il existe plusieurs dizaines de solutions pour réaliser des prototypes. L'évolution permanente des procédés de prototypage oblige le concepteur de produits à s'interroger constamment sur le meilleur procédé ou la meilleure technologie à utiliser pour son projet.
Cet ABC a pour objet d'examiner les avantages et les inconvénients des principaux procédés de prototypages accessibles aux concepteurs d'aujourd'hui. Il fournit une description détaillée des différents procédés et décrit les propriétés mécaniques des pièces produites par chacun de ces procédés. Vous trouverez en fin de document un arbre de décision qui pourra aussi être très utile aux concepteurs, en mettant en évidence les principales questions à se poser en choisissant un procédé. Au final, ce document a pour but de vous aider a sélectionner le procédé de prototypage le mieux adapté au processus de développement de votre produit.
Comparaison entre les différents procédés de prototypage
| Procédé | Description | Robustesse | Finition | Exemples de matériaux | |
|---|---|---|---|---|---|
| SL | Stéréolithographie | Photopolymérisation au laser | 17,2 - 68,9 (mpa) | Couches additives 0,051-0,152mm en moyenne |
Photopolymères ressemblant à des thermoplastiques |
| SLS | Frittage laser sélectif | Frittage laser de poudres | 36,5 -77,9 (mpa) | Couches additives 0,102mm en moyenne |
Nylon, métaux |
| DMLS | Frittage laser direct de métal | Frittage laser de poudre de métal | 3260-1310 (mpa) | Couches additives 0,020–0,030 mm en moyenne | Acier inoxydable, titane, chrome, aluminiums, Inconel |
| FDM | Dépôt de fil fondu | Extrusions fondues | 35,9 -67,6 (mpa) | Couches additives 0,127-0,330mm en moyenne |
ABS, PC, PC/ABS, PPSU |
| BJET | Binder Jetting | Liant liquide imprimé par jet sur de la poudre |
Faible | Couches additives 0,089-0,203mm en moyenne |
Poudre à base de plâtre/ liant liquide |
| PJET | Poly-Jet | Jet de résine photopolymère durcie par UV |
49,6-60,3 (mpa) | Couches additives 0,015-0,30mm en moyenne |
Photopolymères à base acrylique, Photopolymères élastomères |
| CNC | Usinage sur machine CNC | 20,7-137,9 (mpa) | Procédé d'usinage soustractif (lisse) |
La plupart des thermoplastiques de qualité commerciale et technique, métaux |
|
| IM | Moulage par injection rapide | Moulage par injection - moule aluminium |
21.4-137,9 (mpa) | Moulage lisse (ou avec texture sélectionnée) |
La plupart des thermoplastiques de qualité commerciale et technique |
| SL | Stéréolithographie |
|---|---|
 |
La stéréolithographie est un procédé d'impression 3D qui construit les pièces dans un bain de résine photopolymère durcissant aux UV, à l'aide d'un laser piloté par ordinateur. Le laser est utilisé pour dessiner et durcir une couche du modèle de la pièce à la surface de la résine liquide. La couche solidifiée est ensuite abaissée en-dessous de la surface de la résine liquide et l'opération recommence. Chaque nouvelle couche durcie adhère à la couche précédente. Ce processus continue jusqu'à ce que la pièce soit achevée. La SLA a été la première technologie de "prototypage rapide". Avantages :
Pour les maquettes ou les formes conceptuelles destinées à servir de modèle pour d'autres méthodes de prototypage, la SLA permet de produire des pièces ayant une géométrie complexe et d'excellentes finitions de surface par rapport à d'autres procédés d'impression 3D. Son coût est très compétitif et cette technologie est largement disponible sur le marché. Inconvénients :Les pièces prototypes sont beaucoup moins solides que les pièces produites à partir de plastiques techniques. Les pièces réalisées par stéréolithographie ne conviennent donc généralement pas aux tests fonctionnels. Par ailleurs, du fait que la résine durcit sous l'effet des UV, elle continue à durcir quand on l'expose à la lumière du soleil et les pièces peuvent devenir fragiles et cassantes au bout d'un certain temps. |
| SLS | Frittage sélectif par laser |
|---|---|
|
Le procédé SLS utilise un laser pour créer des pièces strate par strate à partir de poudres qui sont frittées (fusionnées) de bas en haut. Les pièces SLS peuvent être précises et plus durables que les pièces SLA mais leur finition est relativement médiocre et présente un aspect granuleux ou sableux. Les liaisons entre les particules fusionnées étant relativement faibles, les pièces ainsi créées sont moins solides que des pièces usinées ou moulées à partir de la même matière. De plus, il n'existe que très peu de plastiques disponibles sous la forme de poudre nécessitée par le SLS. Avantages :
Les pièces SLS sont généralement plus précises et plus durables que les pièces SLA. Ce procédé permet de produire des pièces ayant une géométrie complexe. Inconvénients :Les pièces ont une texture granuleuse ou sableuse et ne conviennent généralement pas aux tests fonctionnels en raison de leurs faibles propriétés mécaniques. |
| FDM | Dépôt de fil fondu |
|---|---|
 |
Le procédé FDM construit les pièces de bas en haut à l'aide d'une tête d'impression pilotée par ordinateur. La matière utilisée dans ce procédé est un filament de résine extrudé que la machine refond sélectivement et dépose sur la couche précédente de chaque section de la pièce désirée. Le procédé FDM produit des pièces en ABS ou en PC, qui seront donc plus solides que les pièces créées à l'aide d'autres procédés additifs. Toutefois, ces pièces sont parfois poreuses et leur finition externe présente une texture fortement crénelée ou ridée, en particulier au niveau de la jonction des couches. Il peut aussi s'avérer difficile de tenir des tolérances serrées avec ce processus. Avantages :
Les pièces FDM sont relativement solides et peuvent permettre certains tests fonctionnels. Ce procédé permet de produire des pièces ayant une géométrie complexe. Inconvénients :Les pièces ont une finition de surface médiocre et présentent un effet crénelé prononcé. Par ailleurs, le temps nécessaire à la construction est plus long par ce procédé additif que par la SLA ou le SLS. |
| BJET | Binder Jetting |
|---|---|
|
Le procécé BJET utilise une tête d’impression à jet d’encre qui dépose un liant sur une couche de poudre selon un processus sélectif qui est répété jusqu’à la formation d’une pièce complète. Une fois la pièce terminée, la poudre non liée est retirée pour révéler l’objet fini. Avantages :
Le BJET est le procédé d'impression 3D offrant le temps de fabrication le plus rapide. C'est aussi l'une des solutions les moins onéreuses pour la production de prototypes. Les maquettes en couleur peuvent apporter davantage d'informations et sont plus esthétiques. Le plâtre utilisé est un matériau non toxique et facilement disponible. Ce procédé permet de produire des pièces ayant une géométrie complexe. Inconvénients :Les pièces sont grossières et fragiles et il n'existe que très peu d'options de matériaux. Bien que le BJET permette de réaliser des pièces ayant une géométrie complexe, elle ne donne pas d'indications sur la manufacturabilité finale du modèle. |
| PJET | PolyJet |
|---|---|
|
Le procédé PolyJet utilise des têtes d'impression jet d'encre pour projeter en couches très minces, à haute résolution, un matériau qui durcit aux UV. Un jet de matériau est déposé en couches ultra-fines sur un plateau, couche par couche, jusqu'à achèvement de la pièce. Chaque couche de photopolymère est durcie par UV immédiatement après être déposée. Le matériau support, de type gel, spécialement conçu pour les géométries complexes, s'enlève facilement à la main et à l'eau. Avantages :
Ce procédé permet d'obtenir une bonne finition de surface ; parmi les procédés d'impression 3D, c'est celui qui offre la meilleure finition. Il représente la meilleure solution en impression 3D pour les pièces complexes comportant des contredépouilles. Il permet de produire des pièces ayant une géométrie complexe. Inconvénients :Les pièces PJET sont peu solides (leur robustesse est comparable à celle des pieces obtenues par SLA). Bien que la technologie PJET permette de réaliser des pièces ayant une géometrie complexe, elle ne donne pas d'indications sur la manufacturabilité finale du modèle. |
| CNC | Usinage CNC |
|---|---|
|
Un bloc de plastique massif, fixé sur une machine-outil à commande numérique, est usiné jusqu'à obtention de la pièce finie. Cette méthode offre une robustesse et une finition de surface bien supérieures à celles que produisent les procédés additifs. La pièce possède toutes les propriétés et l'homogénéité du plastique parce qu'elle est produite à partir de blocs massifs de matière thermoplastique extrudée ou moulée par compression, alors que les procédés additifs utilisent des materiaux "ressemblant au plastique" et les pièces sont formees de couches superposées. Le grand choix de matériaux permet de réaliser des pièces ayant les propriétés désirées telles que : résistance à la traction, résistance aux chocs, températures de distorsion à chaud, résistance chimique et biocompatibilité.
Avantages :
Les pièces usinées ont une bonne finition de surface et sont très robustes car elles utilisent de véritables matières plastiques et métalliques. Inconvénients :Certaines limitations de géométrie sont associées a l'usinage CNC, et ce procédé revient beaucoup plus cher à utiliser en interne que les procédés d'impression 3D, en raison du coût des programmeurs et des opérateurs requis pour créer les trajectoires d'outils et les accessoires de fixation pour les pièces.
|
| IM | Moulage par injection rapide |
|---|---|
|
Le moulage par injection chez Protolabs est réalisé en injectant des polymères thermoplastiques dans un moule, de la même manière que dans le moulage par injection en production industrielle. La rapidité du processus tient à la technologie employée pour produire le moule, celui-ci est généralement en aluminium au lieu du moule acier traditionnellement utilisé pour les moules de production. Les pièces moulées sont solides et ont une excellente finition. D'autre part, ce procédé étant utilisé en standard pour produire des pièces en plastique, son utilisation pour créer des prototypes lorsque c'est possible présente des avantages inhérents. Pratiquement tous les thermoplastiques techniques peuvent être utilisés, il n'y a donc pas de contraintes imposées au concepteur par les limitations du matériau de prototypage. En outre, le moulage par injection de métal (MIM) et le moulage de silicone liquide (LSR) permet la fabrication rapide de pièces moulées en métal tel l'acier inoxydable pour le MIM et de silicone pour le LSR. Le moulage par injection rapide comporte un coût initial d'outillage qui n'existe pas dans le cas des procédés additifs ni de l'usinage sur machine CNC. C'est pourquoi, dans Ia plupart des cas, il est logique de procéder à un ou deux cycles de prototypage rapide (soustractif ou additif) pour vérifier l'ajustement et les fonctions avant de passer au moulage par injection. Avantages :
Les pièces moulées sont fabriquées à partir d'une très large gamme de thermoplastiques techniques. Elles ont une excellente finition de surface et sont un parfait indicateur quant à la manufacturabilité en phase de production. Inconvénients :Coût initial important en raison des coûts de fabrication de l'outillage. |
Comment choisir un procédé de fabrication
Afin de déterminer le procédé qui convient le mieux à votre projet, utilisez les outils ci-après.
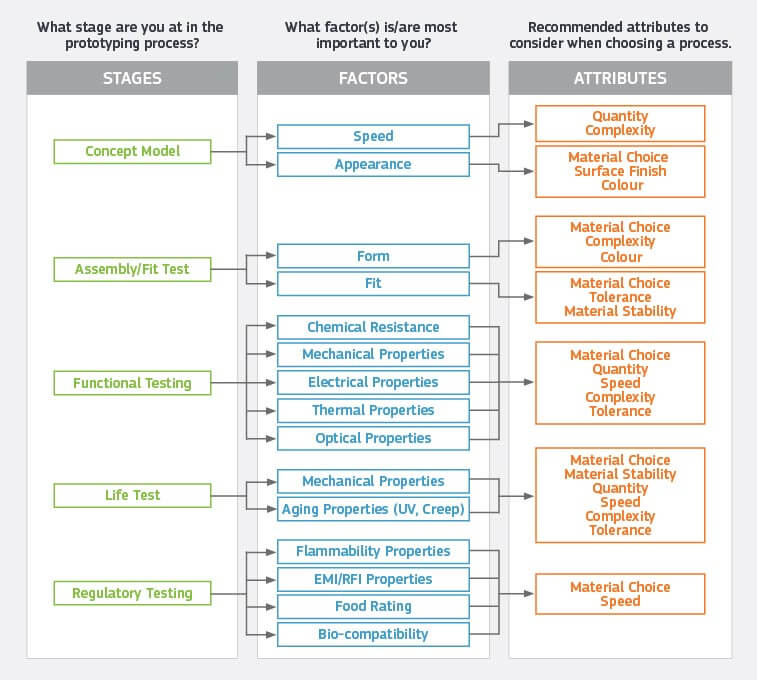
Étape 1:
Utilisez d'abord l'arbre de décision ci-dessous pour déterminer les facteurs présentant le plus d'importance pour vous en fonction du stade du processus de prototypage auquel vous vous trouvez, et en vous référant aux définitions de la page 8 le cas échéant.
Etape 2:
Sur la base des attributs recommandés pour votre ou vos facteur(s) les plus importants identifiés a l'étape 1, comparez les procédés à l'aide de la matrice de la page 8 afin de déterminer le processus le mieux adapté à votre projet.

Définitions
Les définitions varient et peuvent différer d'une entreprise à l'autre, mais on pourra utiliser les définitions ci-après comme point de départ.
Maquette conceptuelle – Maquette physique rudimentaire réalisée pour illustrer une idée. Les maquettes conceptuelles permettent aux personnes travaillant dans divers domaines fonctionnels de voir concrètement une idée, elles stimulent la réflexion et la discussion et motivent l'acceptation ou le rejet.
Attributs de prototypage importants :
Rapidité – délai nécessaire pour convertir un fichier informatique en prototype physique
Aspect – tout attribut visuel – couleur, texture, dimensions, forme, etc.
Test d'assemblage/ajustement – Consiste à fabriquer tout ou partie des pièces d'un ensemble, les assembler et vérifier qu'elles s'ajustent bien. À un niveau rudimentaire, ce test permet d'identifier les erreurs de conception telles que deux languettes séparées par un intervalle de 2 cm alors que les fentes correspondantes sont séparées par un intervalle de 1 cm. À un niveau plus fin, il permet de contrôler les différences dimensionnelles mineures et les tolérances. Il est évident que tout test concernant des tolérances doit utiliser le processus de fabrication réel ou un processus ayant des tolérances similaires.
Attributs de prototypage importants :
Form – la forme de la pièce - ses caractéristiques et ses dimension
Ajustement – comment la pièce s'assemble avec d'autres pièces
Tests fonctionnels – Servent à voir comment une pièce ou un ensemble fonctionneront en les soumettant à des contraintes préfigurant celles qu'ils rencontreront dans leur utilisation réelle
Attributs de prototypage importants :
Résistance chimique – résistance aux produits chimiques, notamment aux acides, aux bases, aux hydrocarbures, aux carburants, etc.
Propriétés mécaniques – robustesse de la pièce mesurée en résistance à la traction, résistance à la compression, résistance à la flexion, résistance aux chocs, résistance a la déchirure, etc.
Propriétés électriques – interaction entre les champs électriques et la pièce. Elles pourront concerner la constante diélectrique, la force diélectrique, le facteur de dissipation, la résistivité superficielle et volumique, la dissipation de l'électricité statique, etc.
Propriétés thermiques – Modification des propriétés mécaniques se produisant sous l'effet de changements de température. Elles pourront concerner le coefficient d'expansion thermique, la température de distorsion à chaud, le point de ramollissement Vicat, etc.
Propriétés optiques – aptitude à transmettre la lumière. Peut comprendre l'indice de réfraction, la transmission et Ia diffusion
Propriétés aux vieillissement – (UV, fluage ou déformation ) – capacité à résister à une exposition aux ultraviolets avec un niveau de dégradation acceptable; capacité de la pièce à résister à des contraintes prolongées avec un niveau de déformation acceptable
Tests réglementaires – Tests spécifiques réalisés par une autorité de régulation ou une organisation de normalisation afin de garantir que les pieces seront adaptées à une utilisation particulière telle qu'une utilisation médicale, un service alimentaire ou une utilisation grand public. Ces organismes sont par exemple I'UL (Underwriters Laboratory), la CSA (Canadian Standards Association), la FDA (US Food and Drug Agency), Ia FCC (US Federal Communications Commission), l'ISO (International Standard Organization) et la CE (Commission européenne).
Attributs de prototypage importants :
Résistance au feu – degré d'inflammabilité d'un matériau ou d'une pièce en présence de feu.
Propriétés EMI/RFI (interférences électromagnétiques/radioélectriques) – aptitude d'un matériau, d'une pièce ou d'un ensemble à filtrer ou à bloquer les interférences électromagnétiques ou radioélectriques.
Qualité alimentaire – agrément pour l'utilisation d'un matériau ou d'une pièce pour les applications où ils se trouveront en contact avec des aliments en cours de préparation, servis ou consommés.
Biocompatibilité – aptitude d'un matériau ou d'une pièce à pouvoir être en contact avec le corps humain ou animal, à l'extérieur ou à l'intérieur du corps, sans causer aucun effet nocif (ex.: irritations, réaction avec le sang, toxicité, etc...). La biocompatibilité est importante pour les instruments chirurgicaux et pour beaucoup d'autres appareils médicaux.
Récapitulatif
Les maquettes prototypes aident les équipes de conception à prendre des décisions en fonction des données clés sur les performances et les réactions de ces prototypes. Plus on recueille de données à ce stade du cycle de développement d'un produit, plus on multiplie les chances d'éviter plus tard des problèmes éventuels au niveau du produit ou de sa fabrication. Lorsqu'on met en œuvre une stratégie de prototypage bien pensée, il est beaucoup plus probable que le produit sera commercialisé dans les temps, recevra un accueil favorable, fonctionnera de manière fiable et sera rentable.
Quelle est la meilleure solution pour réaliser un prototype ? Après avoir lu ce document, vous conviendrez que la réponse dépend du stade auquel se trouve le projet et de ce que vous cherchez à accomplir. Lorsque les idées fusent librement au début du processus de conception, les maquettes conceptuelles sont très utiles. Au fur et à mesure que la conception avance, il devient de plus en plus important de pouvoir disposer d'un prototype ayant les dimensions, la finition, la couleur, la forme, la robustesse, la durabilité et les caractéristiques du materiau du produit fini. Il est par consequent essentiel d'utiliser le bon procédé de prototypage. Afin de valider le plus efficacement possible votre conception, prêtez une attention particulière aux trois éléments-cles suivants : fonctionnalité, manufacturabilité et viabilité.
Si votre prototype peut représenter fidèlement les attributs du produit fini, il est par définition fonctionnel. Ces exigences comprennent souvent des caractéristiques telles que les propriétés du matériau (sa résistance au feu, par exemple), la précision dimensionnelle pour l'assemblage avec des pièces jointives et une finition de surface présentant un aspect esthétique.
Si votre modèle prototype peut être produit de manière répétitive et économique en satisfaisant aux exigences du produit fini, il est par définition industrialisable. Ces exigences comprennent l'aptitude à conserver les fonctionnalites du design telles que décrites plus haut, à maintenir le coût de la pièce en-deçà du niveau requis et à respecter le calendrier de production. Quelle que soit la qualité du design, un concept n'aboutira nulle part s'il ne peut être fabriqué. Veillez à ce que votre procédé de prototypage en tienne compte.
Pour finir, même si votre modèle prototype est fonctionnel et industrialisable, il n'est pas dit que quelqu'un voudra l'utiliser. Les prototypes représentent la seule vraie manière de vérifier la viabilité d'un concept à cet égard. Si votre concept peut également répondre aux défis des tests de commercialisation (ex. : présentation lors de salons professionnels, tests d'utilisation) et à ceux des tests réglementaires (tests prescrits par la FDA pour les dispositifs medicaux, par exemple), vous êtes bien parti pour réussir le lancement de votre produit.