





Guide des filetages
Trous Standards en mm
/ Trous Standards en in

Inserts hélicoïdaux en mm
/ Inserts hélicoïdaux en in

Inserts filetés

* Fraisage seulement
Filetage externe en mm
/ Filetage externe en in

* Tournage seulement
|
Vos pièces filetées en 5 étapes simples :
|
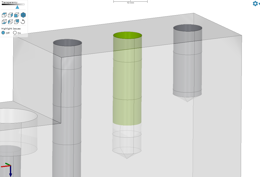
Comprendre la profondeur du filet : Tous nos filetages sont réalisés par CNC à l’aide d’une fraise à fileter et calibrés manuellement lors de l’inspection finale. Le fraisage de filets est plus fiable que le taraudage manuel, mais pour obtenir les meilleurs résultats, la profondeur du filetage est limitée à environ 2,5 fois son diamètre (voir la profondeur maximale dans le tableau ci-dessous). Ne vous inquiétez pas si votre trou est plus long ou plus court, voici comment notre logiciel va concevoir votre filetage : |
FILETAGES RAPIDES : |
|
Trou borgne <Ø×2.5Filetage jusqu’à l’extrémité (le dernier filet s’arrêtera à environ 0,25 mm de l’extrémité ou de la pointe de la fraise). |
 |
Trou borgne >Ø×2.5La première partie du trou sera filetée (jusqu’à une profondeur d’environ Ø×2,5 ou se référer à la PROFONDEUR MAXIMALE dans le tableau ci-dessous). |
 |
Trou débouchant <Ø×2.5Entièrement fileté. |
 |
Trou débouchant >Ø×2.5Si nous pouvons accéder aux deux faces, la sélection du filetage permettra de choisir l’un ou l’autre ou les deux côtés. Si vous sélectionnez les deux, les filetages feront chacun un peu moins de la moitié de la profondeur du trou : ils ne se rejoindront pas au milieu.
Soit : le filetage sera coupé à la profondeur maximale du côté sélectionné (environ Ø×2,5). |
 |
Trou traversant >Ø×5Pour les trous plus longs, les filetages seront exécutés à la profondeur maximale possible (environs Ø×2.5). |
 |
Conseil pour augmenter la profondeur globale du filetageL’ajout d’un contre-alésage permettra à l’outil de filetage d’aller plus loin. Un contre-alésage est également une excellente caractéristique de Conception pour l’assemblage (CpA). |
 |
Inserts hélicoïdaux et filetés
Les inserts hélicoïdaux (HELICOIL®) et les inserts filetés peuvent assurer un filetage plus durable dans des matériaux plus tendres. Nous pouvons usiner des filetages prêts à recevoir des inserts, mais nous ne fournissons pas les inserts.
Autres considérations :
Il arrive que des éléments ou des fixations de la pièce interdisent l’accès aux outils de filetage. Si un trou ne peut pas être fileté, nous l’indiquons en omettant le filetage sur le devis interactif.
Pour le filetage des pièces tournées, il suffit de modéliser le diamètre nominal ; il n’est pas nécessaire de modéliser les filetages.
Notre jeu d’outils standardisé permet une fabrication CNC incroyablement rapide (parfois en moins de 24 heures), mais cela signifie aussi que nous ne pouvons fournir que les filetages listés : actuellement les filetages avec pas à gauche, les diamètres ou les pas non indiqués ne sont pas possibles.
Nous ne pouvons prendre en charge que les filetages modélisés inferieur à M12 ou UNC ½"-13
Nous ne sommes pas en mesure de prendre en charge les formats de fichiers .SLT
Quelle est la profondeur minimale du filet ? Notre logiciel reconnaît les trous filetés dont la profondeur est d’au moins 1,5 x le pas de vis.
Quelle est la profondeur minimale recommandée du filet ? La profondeur minimale recommandée pour un filetage solide est de 1 x le diamètre pour les aciers et les métaux durs, de 2 x le diamètre pour les alliages d’aluminium et les métaux tendres et aussi importante que possible pour les plastiques : 2,5 x Ø (un insert Helicoil® est recommandé pour augmenter encore la résistance et la durabilité du filetage dans les matériaux tendres).
Trous taraudés (métriques)
| Taraudage Métrique
|
Process | Profondeur Max | CAO Ø * | Eligible Ø | Diamètre pour assemblage Ø | ||
|---|---|---|---|---|---|---|---|
| FRAISAGE | TOURNAGE | MIN | MAX | ||||
|
Toutes les dimensions en mm |
|||||||
| M1.6 x 0.35** | Tendre** | 3.00 | 1.25 | 1.22 | 1.32 | 1.65 | |
|
M2 x0.4 |
✓ | 5.08 | 1.60 | 1.57 | 1.68 | 2.05 | |
|
M2.5 x 0.45 |
✓ | 5.08 | 2.05 | 2.01 | 2.14 | 2.60 | |
|
M3 x 0.5 |
✓ | ✓ | 7.62 | 2.50 | 2.46 | 2.60 | 3.10 |
|
M3.5 x 0.6 |
✓ | ✓ | 10.16 | 2.90 | 2.85 | 3.01 | 3.60 |
|
M4 x 0.7 |
✓ | ✓ | 10.16 | 3.30 | 3.24 | 3.42 | 4.10 |
|
M5 x 0.8 |
✓ | ✓ | 15.24 / 10.16T* | 4.20 | 4.14 | 4.33 | 5.10 |
|
M6 x 1.0 |
✓ |
Selon l'axe principal seulement
|
16.51 / 12.27T* | 5.00 | 4.92 | 5.15 | 6.10 |
|
M8 x 1.25 |
✓ |
Selon l'axe principal seulement
|
16.51 / 12.27T* | 6.80 | 6.65 | 6.91 | 8.20 |
|
M10 x 1.5 |
✓ | 25.40 | 8.50 | 8.38 | 8.68 | 10.20 | |
|
M12 x 1.75 |
✓ | 25.40 | 10.20 | 10.00 | 10.44 | 12.20 | |
|
Taraudage interne : fin en mm |
|||||||
|
M8 x 1.0 FIN |
Métal*** |
Selon l'axe principal seulement
|
16.51 | 7.00 | 6.91 | 7.16 | 8.20 |
|
M10 x 1.25 FIN |
Métal*** |
Selon l'axe principal seulement
|
25.40 | 8.75 | 8.65 | 8.91 | 10.20 |
|
M12 x 1.25 FIN |
Métal*** | 25.40 | 10.75 | 10.65 | 10.91 | 12.20 | |
L’obstruction par d’autres éléments de votre pièce, les traitements d’entrée ou les exigences de fixation peuvent réduire la profondeur maximale des filets.
* également connu sous le nom de Ø de forêt à centrer
Tendre** - Disponible uniquement dans les métaux tendres
Métal *** - Uniquement disponible en matériaux métalliques (durs et tendres)
T* - Tourné
Le Ø minimum et le Ø maximum sont les limites que notre logiciel utilise pour reconnaître les trous qui peuvent être filetés
La profondeur maximale du filetage est la limite de nos outils de filetage, à partir de la face du trou sélectionnée, à l’exclusion de tout chanfrein des contre-alésages. Votre trou doit être plus profond que cette valeur pour permettre l’élimination des copeaux. Même si vous modélisez un trou plus profond, seule la première partie sera filetée.
Inserts hélicoïdaux (métriques)
| Taraudage métrique
|
Process | Profondeur Max | CAO Ø | Eligible Ø | Diamètre pour assemblage Ø | ||
|---|---|---|---|---|---|---|---|
| FRAISAGE | TOURNAGE | MIN | MAX | ||||
|
Toutes les dimensions en mm |
|||||||
| M2 x 0.4 | ✓ | 5.08 | 2.14 | 2.09 | 2.14 | 2.05 | |
| M2.5 x 0.45 | ✓ | ✓ | 7.62 | 2.6 | 2.55 | 2.65 | 2.60 |
| M3 x 0.5 | ✓ | ✓ | 10.16 | 3.18 | 3.11 | 3.25 | 3.10 |
| M3.5 x 0.6 | ✓ | ✓ | 15.24 / 10.16T* | 3.7 | 3.68 | 3.79 | 3.60 |
| M4 x 0.7 | ✓ | ✓ | 15.24 / 10.16T* | 4.24 | 4.15 | 4.33 | 4.10 |
| M5 x 0.8 | ✓ | ✓ | 16.51 / 10.16T* | 5.27 | 5.17 | 5.37 | 5.10 |
| M6 x 1.0 | ✓ |
Selon l'axe principal seulement
|
16.51 / 12.7T* | 6.31 | 6.22 | 6.41 | 6.10 |
| M8 x 1.25 | ✓ |
Selon l'axe principal seulement
|
25.4 / 12.7T* | 8.38 | 8.27 | 8.48 | 8.20 |
| M10 x 1.5 | ✓ | 30.48 | 10.56 | 10.33 | 10.56 | 10.20 | |
| M12 x 1.75 | ✓ | 30.48 | 12.51 | 12.38 | 12.64 | 12.20 | |
*Trou Pilot Ø
T* - Tournage
✓ = Des filetages sont disponibles : Diamètre extérieur (sur l'axe), diamètre intérieur : sur l'axe, axial et radial.
# = Les inserts filetés Helicoil® peuvent être montés sur demande et sont disponibles avec une longueur de filetage de 1 × le diamètre du filetage (D), 1,5D et 2D.
Filetage externe (métriques)
| Taraudage métrique
|
Process | Profondeur Max | CAO Ø | Eligible Ø | Diamètre pour assemblage Ø | ||
|---|---|---|---|---|---|---|---|
| FRAISAGE | TOURNAGE | MIN | MAX | ||||
|
Filetage externe : toutes les dimensions en mm |
|||||||
|
M3.5 x 0.6 |
✓ | 7 | 3.5 | 3.35 | 3.53 | 3.16 | |
|
M4 x 0.7 |
✓ | 8 | 4 | 3.84 | 4.03 | 4.10 | |
|
M5 x 0.8 |
✓ | 10 | 5 | 4.83 | 5.03 | 5.10 | |
|
M6 x 1.0 |
✓ | 12 | 6 | 5.79 | 6.02 | 6.10 | |
|
M8 x 1.25 |
✓ | 16 | 8 | 7.76 | 8.03 | 8.20 | |
|
M10 x 1.5 |
✓ | 20 | 10 | 9.73 | 10.03 | 10.20 | |
|
M12 x 1.75 |
M* | ✓ | 24 | 12 | 11.7 | 12.02 | 12.20 |
|
M14 x 2.0 |
M* | ✓ | 28 | 14 | 13.68 | 14.03 | 14.25 |
|
M16 x 2.0 |
M* | ✓ | 32 | 16 | 15.68 | 16.02 | 16.25 |
|
M20 x 2.5 |
M* | ✓ | 40 | 20 | 19.62 | 20.03 | 20.25 |
|
Filetage externe : pas fin ou spécial - toutes les dimensions en mm |
|||||||
|
M8 x 1.0 FIN |
✓ | 16 | 8 | 7.8 | 8.03 | 8.20 | |
|
M10 x 0.75 SP |
✓ | 20 | 10 | 9.84 | 10.03 | 10.20 | |
|
M10 x 1.25 FIN |
✓ | 20 | 10 | 9.76 | 10.03 | 10.20 | |
|
M12 x 1.25 FIN |
✓ | 24 | 12 | 11.76 | 12.02 | 12.20 | |
|
M12 x 1.0 SP |
✓ | 24 | 12 | 11.79 | 12.02 | 12.20 | |
|
M12 x 1.5 SP |
M* | ✓ | 24 | 12 | 11.73 | 12.02 | 12.20 |
|
M14 x 1.5 FIN |
M* | ✓ | 28 | 14 | 13.73 | 14.03 | 14.25 |
|
M15 x 1.0 SP |
M* | ✓ | 30 | 15 | 14.79 | 15.03 | 15.25 |
|
M16 x 1.5 FIN |
M* | ✓ | 32 | 16 | 15.73 | 16.02 | 16.25 |
|
M17 x 1.0 SP |
M* | ✓ | 34 | 17 | 16.79 | 17.03 | 17.25 |
|
M18 x 1.5 FIN |
M* | ✓ | 36 | 18 | 17.73 | 18.03 | 18.25 |
|
M20 x 1.5 FIN |
M* | ✓ | 40 | 20 | 19.73 | 20.03 | 20.25 |
M* Sur une fraiseuse à 3 ou 5 axes, les filetages extérieurs plus grands peuvent être exécutés avec une fraise hémisphérique... voir Filetages spéciaux.
Trous taraudés (Inch)
| Taraudage métrique
|
Process | Profondeur Max | CAO Ø | Eligible Ø | Diamètre pour assemblage Ø | ||
|---|---|---|---|---|---|---|---|
| FRAISAGE | TOURNAGE | MIN | MAX | ||||
|
Trous taraudés : Norme UNF toutes les dimensions en inches |
|||||||
| #2-64 | ✓ | 0.20 | 0.072 | 0.069 | 0.075 | 0.09 | |
| #3-56 | ✓ | 0.20 | 0.083 | 0.080 | 0.084 | 0.10 | |
| #4-48 | ✓ | ✓ | 0.30 | 0.093 | 0.087 | 0.099 | 0.12 |
| #5-44 | ✓ | ✓ | 0.30 | 0.104 | 0.100 | 0.104 | 0.13 |
| #6-40 | ✓ | ✓ | 0.40 | 0.115 | 0.111 | 0.119 | 0.14 |
| #8-36 | ✓ | ✓ | 0.40 | 0.138 | 0.134 | 0.142 | 0.17 |
| #10-32 | ✓ | ✓ | 0.60 | 0.160 | 0.156 | 0.164 | 0.19 |
| #12-28 | ✓ |
Selon l'axe principal seulement
|
0.6 / 0.5T* | 0.182 | 0.177 | 0.186 | 0.22 |
| 1/4-28 | ✓ |
Selon l'axe principal seulement
|
0.65 | 0.216 | 0.211 | 0.220 | 0.26 |
| 5/16-24 | ✓ |
Selon l'axe principal seulement
|
0.65 /0.5T* | 0.272 | 0.267 | 0.277 | 0.32 |
| 3/8-24 | ✓ |
Selon l'axe principal seulement
|
1 / 0.5T* | 0.335 | 0.330 | 0.340 | 0.38 |
| 7/16-20 | ✓ |
Selon l'axe principal seulement
|
1 / 0.5T* | 0.389 | 0.383 | 0.395 | 0.44 |
| 1/2-20 | ✓ |
Selon l'axe principal seulement
|
1.2 / 0.5T* | 0.452 | 0.446 | 0.457 | 0.51 |
|
Trous taraudés : Norme UNC - toutes les dimensions en inches |
|||||||
| #2-56 | ✓ | 0.20 | 0.070 | 0.067 | 0.074 | 0.09 | |
| #3-48 | ✓ | 0.20 | 0.082 | 0.076 | 0.084 | 0.10 | |
| #4-40 | ✓ | ✓ | 0.30 | 0.089 | 0.085 | 0.094 | 0.12 |
| #5-40 | ✓ | ✓ | 0.30 | 0.102 | 0.098 | 0.104 | 0.13 |
| #6-32 | ✓ | ✓ | 0.40 | 0.109 | 0.105 | 0.114 | 0.14 |
| #8-32 | ✓ | ✓ | 0.40 | 0.135 | 0.130 | 0.139 | 0.17 |
| #10-24 | ✓ | 0.60 | 0.151 | 0.145 | 0.156 | 0.19 | |
| #12-24 | ✓ |
Selon l'axe principal seulement
|
0.6 / 0.5T* | 0.176 | 0.171 | 0.181 | 0.22 |
| 1/4-20 | ✓ |
Selon l'axe principal seulement
|
0.65 / 0.5T* | 0.202 | 0.196 | 0.207 | 0.26 |
| 5/16-18 | ✓ | 0.65 | 0.259 | 0.252 | 0.265 | 0.32 | |
| 3/8-16 | ✓ | 1.00 | 0.314 | 0.307 | 0.321 | 0.38 | |
| 7/16-14 | ✓ | 1.00 | 0.372 | 0.360 | 0.376 | 0.44 | |
| 1/2-13 | ✓ | 1.00 | 0.426 | 0.417 | 0.434 | 0.51 | |
T* - Tournage
Inserts Hélicoïdaux en Inch
| Taraudage métrique
|
Process | Profondeur Max | CAO Ø | Eligible Ø | Diamètre pour assemblage Ø | ||
|---|---|---|---|---|---|---|---|
| FRAISAGE | TOURNAGE | MIN | MAX | ||||
|
Inserts hélicoïdaux : norme UNF - toutes les dimensions en inches |
|||||||
|
#2-64 |
✓ | ✓ | 0.30 | 0.093 | 0.089 | 0.095 | N/A |
|
#3-56 |
✓ | ✓ | 0.30 | 0.104 | 0.102 | 0.104 | N/A |
|
#4-48 |
✓ | ✓ | 0.40 | 0.120 | 0.116 | 0.123 | N/A |
|
#6-40 |
✓ | ✓ | 0.60 | 0.147 | 0.144 | 0.150 | N/A |
|
#8-36 |
✓ | ✓ | 0.60 | 0.173 | 0.170 | 0.177 | N/A |
|
#10-32 |
✓ | ✓ | 0.65 | 0.201 | 0.196 | 0.204 | N/A |
|
1/4-28 |
✓ |
Selon l'axe principal seulement
|
0.65 | 0.261 | 0.257 | 0.265 | N/A |
|
5/16-24 |
✓ |
Selon l'axe principal seulement
|
1.00 | 0.325 | 0.321 | 0.329 | N/A |
|
3/8-24 |
✓ |
Selon l'axe principal seulement
|
1.00 | 0.388 | 0.384 | 0.391 | N/A |
|
#7/16-20 |
✓ |
Selon l'axe principal seulement
|
1.00 | 0.452 | 0.448 | 0.456 | N/A |
|
1/2-13 |
✓ |
Selon l'axe principal seulement
|
1.00 | 0.426 | 0.417 | 0.434 | N/A |
|
Inserts hélicoïdaux : norme UNC - toutes les dimensions en inches |
|||||||
|
#2-56 |
✓ | ✓ | 0.30 | 0.091 | 0.090 | 0.096 | N/A |
|
#3-48 |
✓ | ✓ | 0.40 | 0.107 | 0.105 | 0.110 | N/A |
|
#4-40 |
✓ | ✓ | 0.40 | 0.119 | 0.117 | 0.125 | N/A |
|
#5-40 |
✓ | ✓ | 0.40 | 0.132 |
0.131 |
0.137 | N/A |
|
#6-32 |
✓ | ✓ | 0.60 | 0.147 | 0.145 | 0.153 | N/A |
|
#8-32 |
✓ | ✓ | 0.60 | 0.173 | 0.171 | 0.178 | N/A |
|
#10-24 |
✓ | Selon l'axe principal seulement | 0.65 | 0.201 | 0.199 | 0.208 | N/A |
|
#12-24 |
✓ | Selon l'axe principal seulement | 0.65 | 0.227 | 0.225 | 0.234 | N/A |
|
1/4-20 |
✓ | Selon l'axe principal seulement | 0.65 | 0.266 | 0.261 | 0.270 | N/A |
|
5/16-18 |
✓ | 1.00 | 0.332 | 0.324 | 0.334 | N/A | |
|
3/8-16 |
✓ | 1.20 | 0.397 | 0.389 | 0.399 | N/A | |
|
7/16-14 |
✓ | 1.20 | 0.453 | 0.453 | 0.464 | N/A | |
|
1/2-13 |
✓ | 1.20 | 0.531 | 0.515 | 0.531 | N/A | |
Inserts filetés en Inch
| Taraudage métrique
|
Process | Profondeur Max | CAO Ø | Eligible Ø | Diamètre pour assemblage Ø | ||
|---|---|---|---|---|---|---|---|
| FRAISAGE | TOURNAGE | MIN | MAX | ||||
|
Inserts filetés : Norme UNF - toutes les dimensions en inches |
|||||||
|
#10-32 |
✓ | 0.600 | 0.162 | 0.160 | 0.164 | N/A | |
|
#12-28 |
✓ | 0.600 | 0.189 | 0.186 | 0.191 | N/A | |
|
1/4-28 |
✓ | 0.650 | 0.229 | 0.227 | 0.231 | N/A | |
|
Inserts filetés : norme UNC - toutes les dimensions en inches |
|||||||
|
#8-32 |
✓ | 0.400 | 0.135 | 0.133 | 0.137 | N/A | |
|
5/16-18 |
✓ | 0.650 | 0.274 | 0.271 | 0.276 | N/A | |
|
3/8-16 |
✓ | 1.000 | 0.334 | 0.331 | 0.336 | N/A | |
|
7/16-14 |
✓ | 1.000 | 0.399 | 0.396 | 0.401 | N/A | |
|
1/2-13 |
✓ | 1.000 | 0.455 | 0.452 | 0.457 | N/A | |
Filetage externe en inch
| Taraudage métrique
|
Process | Profondeur Max | CAO Ø | Eligible Ø | Diamètre pour assemblage Ø | ||
|---|---|---|---|---|---|---|---|
| FRAISAGE | TOURNAGE | MIN | MAX | ||||
|
Filetage externe : norme UNF - toutes les dimensions en inches |
|||||||
|
#5-44 |
✓ | 0.250 | 0.125 | 0.12 | 0.126 | 0.13 | |
|
#6-40 |
✓ | 0.280 | 0.138 | 0.132 | 0.139 | 0.14 | |
|
#8-36 |
✓ | 0.330 | 0.164 | 0.158 | 0.165 | 0.17 | |
|
#10-32 |
✓ | 0.380 | 0.190 | 0.183 | 0.191 | 0.19 | |
|
#12-28 |
✓ | 0.430 | 0.216 | 0.209 | 0.217 | 0.22 | |
|
1/4-28 |
✓ | 0.500 | 0.250 | 0.243 | 0.251 | 0.26 | |
|
5/16-24 |
✓ | 0.630 | 0.313 | 0.304 | 0.314 | 0.32 | |
|
3/8-24 |
✓ | 0.750 | 0.375 | 0.367 | 0.376 | 0.38 | |
|
7/16-20 |
✓ | 0.880 | 0.438 | 0.428 | 0.439 | 0.44 | |
|
1/2-20 |
M* | ✓ | 1.000 | 0.500 | 0.491 | 0.501 | 0.51 |
|
5/8-18 |
M* | ✓ | 1.250 | 0.625 | 0.615 | 0.626 | 0.64 |
|
3/4-16 |
M* | ✓ | 1.500 | 0.750 | 0.739 | 0.751 | 0.76 |
|
Filetage externe : norme UNC - toutes les dimensions en inches |
|||||||
|
#4-40 |
✓ | 0.22 | 0.112 | 0.106 | 0.113 | 0.12 | |
|
#5-40 |
✓ | 0.25 | 0.125 | 0.119 | 0.126 | 0.13 | |
|
#6-32 |
✓ | 0.28 | 0.138 | 0.131 | 0.139 | 0.14 | |
|
#8-32 |
✓ | 0.33 | 0.164 | 0.157 | 0.165 | 0.17 | |
|
#10-24 |
✓ | 0.38 | 0.190 | 0.182 | 0.191 | 0.19 | |
|
#12-24 |
✓ | 0.43 | 0.216 | 0.208 | 0.217 | 0.22 | |
|
1/4-20 |
✓ | 0.50 | 0.250 | 0.241 | 0.251 | 0.26 | |
|
5/16-18 |
✓ | 0.63 | 0.313 | 0.303 | 0.314 | 0.32 | |
|
3/8-16 |
✓ | 0.75 | 0.375 | 0.364 | 0.376 | 0.38 | |
|
7/16-14 |
✓ | 0.88 | 0.438 | 0.426 | 0.439 | 0.44 | |
|
1/2-13 |
M* | ✓ | 1.00 | 0.500 | 0.488 | 0.501 | 0.51 |
|
5/8-11 |
M* | ✓ | 1.25 | 0.625 | 0.611 | 0.626 | 0.64 |
|
3/4-10 |
M* | ✓ | 1.50 | 0.750 | 0.735 | 0.751 | 0.76 |
M* Sur une fraiseuse à 3 ou 5 axes, les filetages extérieurs plus grands peuvent être exécutés avec une fraise hémisphérique... voir Filetages spéciaux.
Diamètre extérieur des filetages spéciaux
Les filets extérieurs peuvent être fraisés, mais cela ne fonctionne normalement que pour les filets assez grands, car ceux-ci seront fraisés à l’aide d’une fraise à boule (M4 est le minimum absolu, mais idéalement M12 et plus). Votre filet présentera des arrondis à la racine, il faudra peut-être le nettoyer avec une filière. Nous pouvons fraiser la plupart des filetages personnalisés ou des formes hélicoïdales que vous pouvez modéliser, que ce soit sur un tour ou une fraiseuse à 5 axes ou à 3 axes. Les filets externes fraisés sur 3 axes sont produits sur le demi-diamètre. La pièce est ensuite pivotée de 180 degrés, puis référencée à nouveau, et l’autre moitié est fraisée.
Pour les pièces qui nécessitent des filetages fraisés en externe, vous devez concevoir les filetages sur votre pièce. Nous fabriquons votre modèle en utilisant des fraises plates et fraises boule. Ce n’est pas la méthode préférée pour produire des filets, mais elle peut être utile pour produire des attaches ¼ de tour ou des éléments hélicoïdaux ou des cames.
Le fichier CAO doit ensuite être soumis dans un format de fichier 3D autre que STL ; nous acceptons la plupart des formats CAO natifs ou des formats de fichiers standard tels que IGES ou STEP.
Note : pour les filetages standard, modélisez uniquement le foret ou le diamètre extérieur, nous ne sommes pas en mesure de fabriquer des filetages standard qui ont été modélisés.