






Ridurre i costi di lavorazione CNC
Your masterclass in product design and development
Insight - Masterclass videos Protolabs
La nostra serie di video Insight-Masterclass vi aiuterà a padroneggiare la produzione digitale.
Oltre ai nostri suggerimenti di progettazione mensili, pubblicheremo regolarmente un nuovo video - ognuno di essi vi darà una visione più approfondita di come progettare parti migliori. Tratteremo argomenti specifici come la scelta del giusto materiale di stampa 3D, l'ottimizzazione del vostro progetto per la lavorazione CNC, le finiture superficiali per i componenti stampati e molto altro ancora.
Insight: Ridurre i costi di lavorazione CNC
05.06.2020
Transcript
Salve e benvenuti alla masterclass di questa settimana.
Questa settimana, affronteremo l'argomento per scoprire come contenere i costi di lavorazione CNC.
È chiaro che la tecnologia non smette mai di evolversi e diviene sempre più complessa, ma ottimizzare i costi di lavorazione è possibile con l’adozione di alcuni semplici accorgimenti nella fase di progettazione.
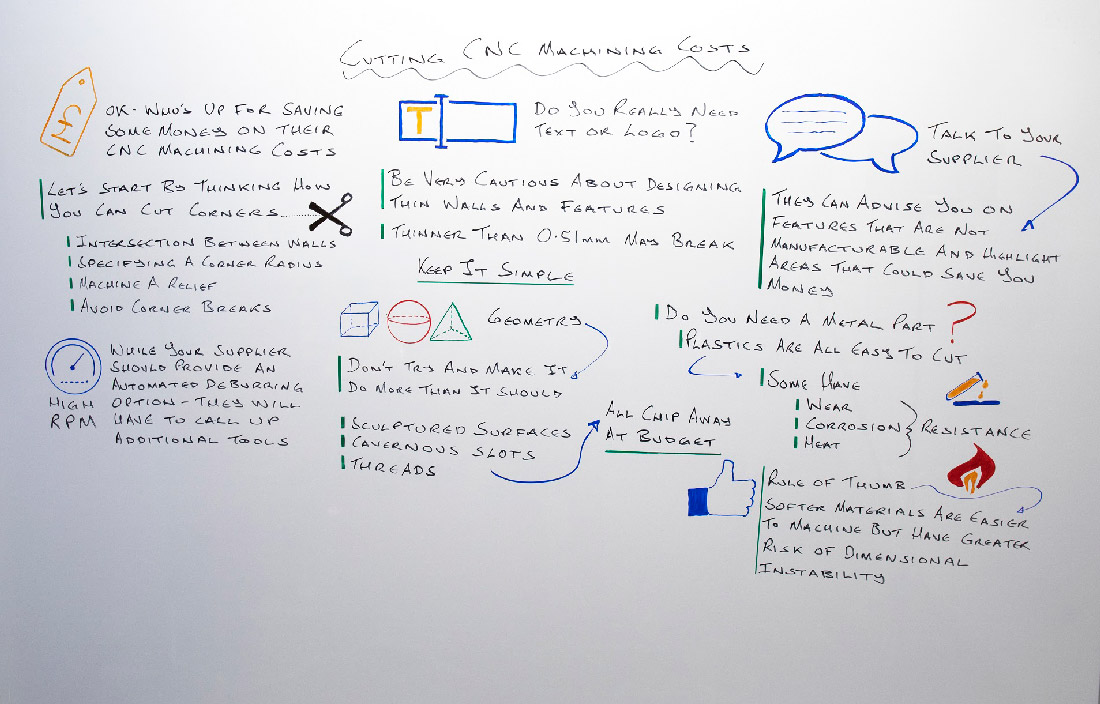
Iniziate a pensare a come smussare le asperità del vostro pezzo.
È davvero necessario che quell’intersezione tra le pareti sia perfettamente appuntita, o è un aspetto che semplicemente non avevate considerato? L’unico modo per ottenere angoli verticali perfettamente squadrati è mediante elettroerosione, un processo che può rivelarsi lento e costoso.

Per ridurre i costi basterà sostituire gli angoli vivi con margini arrotondati, i quali richiederanno l’impiego di una fresa a codolo di piccole dimensioni; il problema è che anche questa è un’attività estremamente lenta e delicata che farà senz’altro lievitare i costi del progetto, oltre a limitare la profondità che è possibile ottenere.
Un approccio più economico consiste invece nell'introduzione di un margine in corrispondenza di ciascun angolo della tasca. Così facendo, le curvature saranno sostituite da margini aventi forma a U o C. Questo metodo di progettazione delle tasche avrà l’effetto di ridurre i costi di lavorazione del pezzo, poiché il fornitore potrà utilizzare frese a codolo più grandi in grado di offrire tassi di rimozione del materiale maggiori.
Parliamo degli angoli: sempre meglio evitare gli angoli levigati. Spesso occorre levigare le aree di intersezione esterne al pezzo introducendo smussi o angoli di curvatura, ma anche questa può rivelarsi un’operazione costosa.
Se è vero che il vostro fornitore dovrebbe offrire un’opzione di levigatura automatizzata, sarà necessario ricorrere a un macchinario aggiuntivo (ossia a una fresa con estremità a sfera) e procedere alla lavorazione degli angoli utilizzando un movimento di profilatura 3D. Questi utensili funzionano a velocità elevate ma sono in grado di rimuovere piccoli quantitativi di materiale, il che significa che levigare tutti gli angoli del pezzo può essere un processo piuttosto lungo.

Se il budget a disposizione fosse limitato, potreste pensare di provvedere autonomamente alla levigatura dei bordi con l’ausilio di una lima, un po’ di carta abrasiva o una rotella di lucidatura.
Poi conviene chiedersi se le incisioni di testo o loghi siano effettivamente indispensabili. Dettagli come questi rendono il pezzo esteticamente più interessante, ma sono attività impegnative che richiedono tempi di lavorazione più lunghi.
Parlando invece del design più in generale, è consigliabile adottare molta cautela nella progettazione di pareti e dettagli sottili. Cosa intendo per “sottili”? A Protolabs, ad esempio, la tolleranza per i pezzi è pari a ± 0,1 mm, che dopotutto è piuttosto ridotta. Per quanto riguarda le pareti, consigliamo di evitare le pareti con spessore inferiore di 0,51 mm, poiché rischierebbero di rompersi durante la lavorazione o potrebbero piegarsi o deformarsi in seguito.

Quindi, cercate di aumentarne al massimo lo spessore nella misura consentita dal design del vostro pezzo.
Un’altra tecnica che permette di ridurre i costi di lavorazione consiste nel privilegiare la semplicità del design. Evitate tasche molto profonde, anche se gli spigoli sono in rilievo.
Il processo di rimozione del materiale richiederà infatti tempi di lavorazione estremamente lunghi e l’eventuale presenza di sollecitazioni residue tenderà ad alterare la profondità delle tasche e l’altezza delle pareti.

È possibile naturalmente ricorrere a tasselli o strutture di supporto, ma anche questi contribuiranno a far salire i costi di lavorazione. “La semplicità prima di tutto” dovrebbe essere il motto di tutti i progettisti.
E ciò vale anche per la geometria dei pezzi. È sempre meglio non sopravvalutare le funzionalità del pezzo. Dettagli quali superfici scolpite, fessure cavernose o filettature sono tutti possibili, ma hanno il potenziale di erodere il budget del vostro progetto.
Se il design diventa troppo complesso, provate a scomporlo in componenti multipli assemblandoli con l’ausilio di viti di fissaggio. Certo, so bene che a nessuno piacciono i costi di assemblaggio o la complessità che caratterizza pezzi multipli, ma questa potrebbe essere la soluzione migliore per i pezzi difficili da lavorare se la velocità è uno dei vostri requisiti.
Parlatene con il vostro fornitore. Questi potrà segnalare le caratteristiche non realizzabili e le aree che potrebbero permettervi di contenere i costi con pochi semplici aggiustamenti.

L’ultimo punto da considerare dal punto di vista dei costi è il materiale da utilizzare. Alcuni materiali sono più economici, mentre altri sono più semplici da lavorare.
Ad esempio, l’acciaio inossidabile 17-4 è difficile da tagliare. Se le caratteristiche di robustezza e resistenza alla corrosione tipiche di questo materiale non sono essenziali, optate per il 316L o 304.
E se volete davvero fare la felicità dell’operatore di macchina, consegnategli un ordine di realizzazione di pezzi in ottone, un metallo dolce e facile da fresare che possiede le proprietà meccaniche, chimiche o conduttive richieste dalla vostra applicazione.
Anzi, visto che siamo sull’argomento, siete sicuri che vi serva un pezzo metallico? I materiali plastici sono tutti facili da tagliare (il che talvolta è sufficiente a contenere i costi) e offrono una vasta gamma di proprietà che variano in base al materiale selezionato. Alcune plastiche sono caratterizzate da gradi di usura, corrosione o resistenza al calore superiori, mentre altre sono più indicate per chi è alla ricerca di robustezza, resistenza agli urti o proprietà elettriche.

Ecco una regola generale che è bene rispettare: i materiali più morbidi sono sì più facili da lavorare, ma il rischio di instabilità dimensionale e di formazione di filamenti durante la fresatura sarà più alto.

Ricordate: il vostro fornitore avrà già curato la lavorazione di migliaia di componenti utilizzando i materiali più svariati. Sempre meglio chiedere consiglio.
È tutto per questa settimana. Alla prossima!
Con un ringraziamento speciale a Natalie Constable.



