




Stampaggio a iniezione: non siate troppo spigolosi!
Your masterclass in product design and development
Insight - Masterclass videos Protolabs
La nostra serie di video Insight-Masterclass vi aiuterà a padroneggiare la produzione digitale.
Oltre ai nostri suggerimenti di progettazione mensili, pubblicheremo regolarmente un nuovo video - ognuno di essi vi darà una visione più approfondita di come progettare parti migliori. Tratteremo argomenti specifici come la scelta del giusto materiale di stampa 3D, l'ottimizzazione del vostro progetto per la lavorazione CNC, le finiture superficiali per i componenti stampati e molto altro ancora.
Insight: Stampaggio a iniezione: non siate troppo spigolosi!
03.07.2020
Transcript
Salve e benvenuti alla masterclass di questa settimana.
Oggi esamineremo in dettaglio come ridurre gli spigoli. Parlo ovviamente degli spigoli dei pezzi stampati a iniezione.
Come tutti, mi piacciono gli angoli retti, ma a volte possono risultare troppo affilati.

Da progettisti tecnici o di prodotti quali siete, dovete sicuramente conoscere le problematiche che un angolo troppo squadrato può creare quando sviluppate i vostri pezzi da stampare a iniezione. Senza la giusta quantità di spigoli arrotondati e raggiature, la precisione, forza ed estetica del pezzo saranno inferiori alle aspettative.
I bordi lisci e arrotondati sono generalmente importanti, ma esistono diversi altri fattori che possono influenzare persino il design migliore del raggio di curvatura di un pezzo.
Alcuni materiali plastici sono più adatti alla realizzazione di pezzi che presentano spigoli vivi, per cui sarebbe bene che vi confrontaste con il vostro fornitore.
Anche lo spessore delle pareti riveste un ruolo importante. Aumentare lo spessore delle pareti adiacenti potrebbe assorbire parte della sollecitazione associata agli spigoli vivi interni, ma può creare altre problematiche di progettazione.
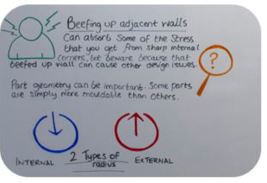
E anche la geometria può avere la sua importanza. Alcuni pezzi sono semplicemente più stampabili di altri.
Tutti questi fattori possono influire sulla quantità di raggiature di cui avete bisogno per il vostro design: occorre trovare un equilibrio perché lo stampaggio a iniezione è un processo complesso.
Cosa dovete quindi valutare quando vi accingete a progettare al computer, trovandovi di fronte allo schermo con il vostro file CAD? Dovete pensare a due tipi di raggiature: quelle interne e quelle esterne. E quando parlo di raggiature, parlo di quelle presenti nella parte inferiore di ciascuno scomparto, dove le pareti intersecano la base di una scatola. Non volete che questi angoli siano troppo affilati, per cui dovete prevedere una raggiatura il cui spessore sia pari ad almeno la metà di quello della parete adiacente.
Mentre le raggiature nella parte superiore di quelle pareti dovrebbero essere arrotondate, di spessore pari a circa una volta e mezza quello della parete.
Perché?”, vi chiederete. Questo permette alla plastica fusa di fluire più agevolmente ed eliminare le sollecitazioni residue che deformano i pezzi dalle pareti sottili. Evita anche che si formino fessurazioni, che potrebbero portare alla rottura del pezzo o del prodotto.
Anche la scelta del materiale può fare la differenza. Se avete già usato lo stampaggio a iniezione, avrete notato che lungo la parte superiore di alcuni scomparti o all’esterno di una scatola sono presenti degli spazi vuoti. È come se la plastica non fosse stata sufficiente per completare il pezzo. Non è certo stato il vostro fornitore a risparmiare sulla quantità di materiale quanto piuttosto la materia grezza stessa.
Quando iniettate la plastica in uno stampo, non si comporta come un corpo amorfo resiliente, Anzi, crea lunghe catene di molecole che si legano alle molecole adiacenti ed oppongono resistenza all’essere ammassate in un angolo stretto o al dover fluire attorno ad uno spigolo vivo formato da montanti o intersezioni di pareti.
Questo significa che il materiale potrebbe non raggiungere angolo e recesso della cavità dello stampo, lasciando spazi aperti.
Anche se il materiale fluisce nello stampo, coprendolo interamente, le sollecitazioni provocate dalla flessione e torsione molecolare possono causare deformazioni e curvature sul pezzo stampato.
Ovviamente, nessuna di queste situazioni è auspicabile.
Potete agire in due modi. In generale, il problema è più accentuato per i materiali rinforzati con vetro e fibra in quanto la loro resistenza e integrità molecolare superiori li rende meno adatti a “seguire il flusso” rispetto alle plastiche non rinforzate.
L'altro accorgimento consiste nel realizzare correttamente il design dello stampo perché l'uso di raggiature appropriate contribuisce notevolmente a evitare questi problemi.
Dovete anche comprendere che alcuni limiti di lavorazione meccanica impediscono la realizzazione degli spigoli vivi che avevate previsto nel vostro design. Gli angoli interni della cavità dello stampo non possono essere più piccoli della fresa a codolo usata per lavorarli.
Potete ovviare a questo inconveniente avvalendovi di altri metodi di produzione come l’elettroerosione, ma si tratta di un processo lento e costoso. Inoltre, correte il rischio che si verifichino le complicazioni di cui vi ho già parlato quando il progetto passa alla fase di stampaggio a iniezione.
Proseguiamo... Ho accennato alla possibilità di aumentare lo spessore delle pareti per consentirvi di ottenere gli angoli più accentuati... Non si tratta di renderli più spessi, perché questo può causare depressioni, ritiro e formazione di bolle.
È molto meglio rafforzare la parete introducendo un motivo reticolare sulle sezioni più sottili o una serie di nervature verticali corte per evitare che si pieghi.
Detto ciò, se queste operazioni di arrotondamento e raggiatura vi sembrano una seccatura, non preoccupatevi; il vostro sistema CAD dovrebbe aiutare voi e il vostro fornitore a individuare qualsiasi problema potenziale quando il design viene verificato attraverso l’analisi di fattibilità.
È tutto per questa settimana. Alla prossima!
Con un ringraziamento speciale a Natalie Constable.


