





Linee guida per il progetto: Fresatura CNC
Le nostre linee guida per la progettazione applicabili alla fresatura con macchine CNC includono alcune considerazioni importanti che aiutano a ottimizzare la realizzabilità del pezzo, a migliorarne l'aspetto estetico e a ridurre il tempo complessivo di fabbricazione.
Dimensioni
Dimensioni massime (fresatura a 3 assi)
| 254mm x 178mm x 95mm |
| 254mm x 356mm x 44mm * |
| 559mm x 356mm x 32mm ** |
| 559mm x 356mm x 95mm *** |
Dimensioni massime (fresatura 5 assi solo metallo)
| 66mm x 73mm x 99mm |
Dimensioni minime
| DIMENSIONI | 6.35mm x 6.35mm |
|---|---|
| SPESSORE NOMINALE |
1mm |
| DIAMETRO FORO |
Metalli teneri Ø0.5 mm, plastica Ø0.6 mm e metalli duri Ø1.2 mm* |
*Nota: Generalmente in; metalli teneri Ø0,5 mm, plastica Ø0,6 mm e metalli duri Ø1,2 mm, possono essere lavorati fori.
Per maggiori dettagli, caricate il vostro CAD per ottenere l’analisi di fattibilità DFM.
C'è una relazione tra larghezza e profondità massima, quindi i progettisti dovrebbero considerare fori più grandi, dove possibile.
Protolabs è solitamente in grado di mantenere una tolleranza di lavorazione di +/- 0,1 mm. I pezzi possono avere sezioni con spessore fino a 0,5 mm, purché lo spessore nominale del pezzo si mantenga al di sopra della soglia di 1 mm. La profondità massima che può essere fresata è di 50 mm su entrambi i lati del pezzo.
Per le dimensioni della fresatura e della tornitura a seconda dei materiali, è necessario fare riferimento alle dimensioni massime
* Per pezzi di queste dimensioni, fresatura solo da due lati, e con i materiali: ABS, acetale (POM), alluminio 6082 e 7075
** Per pezzi di queste dimensioni, fresatura solo da due lati, e con i materiali: alluminio 2024, 6082 e 7075.
*** Per pezzi di queste dimensioni, fresatura solo da due lati, e con i materiali: alluminio 6082.
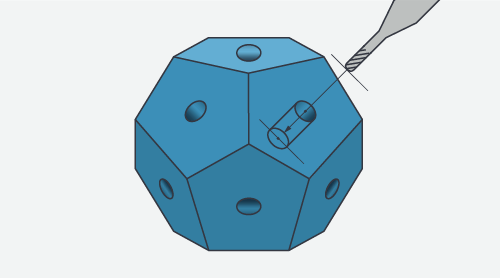
Caratteristiche della fresatura a 5 assi
Oltra alla fresatura a 3 assi, Protolabs si avvale di un processo di fresatura indicizzata a 5 assi per la lavorazione dei pezzi. Nella fresatura indicizzata a 5 assi (denominata anche fresatura 3+2), due assi rimangono immobili mentre il pezzo è sottoposto a lavorazione. Questa tecnica consente la realizzazione di geometrie più complesse e dettagli non ortogonali, quali fori fuori asse.
Le superfici non ortogonali si prestano anche all'introduzione di finiture di qualità più elevata e, poiché la fresatura a 5 assi accresce l'efficienza di lavorazione, è possibile anche ottenere pezzi con un migliore rapporto qualità-prezzo.
Materiali
- ABS
- Acetale
- HDPE
- Nylon 6
- Nylon 66
- PEEK
- PEI
- PET
- PMMA
- Policarbonato
- Polipropilene
- PPSU
- PSU
- PTFE
- PVC
- Alluminio
- Ottone
- Rame
- Acciao inossidabile
- Acciao basso contenuto carbonio
- Acciao dolce
- Titanio


Ottieni un'istantanea realistica delle finiture superficiali che sono possibili su parti lavorate in plastica e metallo.
Finiture di superficie
Tutti i pezzi lavorati in plastica hanno una finitura fresata, il che solitamente significa che i segni di utensileria sono visibili. Con alcuni pezzi in metallo, invece, la scelta è più ampia. I metalli morbidi, come l'ottone, il rame e l'alluminio, possono avere una leggera finitura perlata che produce un lieve effetto opaco. I metalli duri, come l'acciaio e l'acciaio inossidabile, possono essere semplicemente sbavati oppure sbavati e finiti con una leggera finitura perlata, che rende omogenea la superficie.
|
PLASTICA |
Finitura fresata |
|---|---|
| METALLO |
Finitura fresata, sbavatura o sbavatura con una leggera finitura perlata |
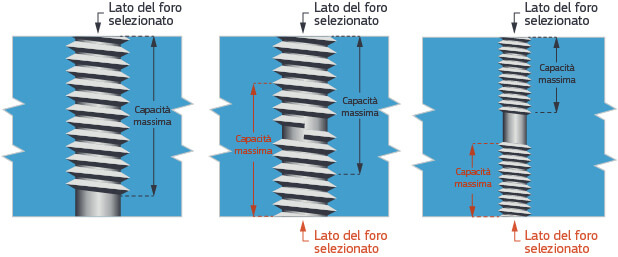
Fori filettati
Attualmente, siamo in grado di realizzare filettature UNC e UNF da #2 a 0,5" e filettature metriche da M2 a M12. Si raccomanda di non modellare le filettature interne nel progetto.
VISUALIZZA LINEE GUIDA PER L'INTRODUZIONE DI FORI FILETTATI >
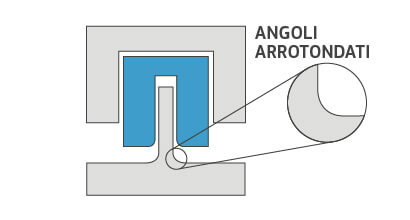
Raggio di curvatura
Gli angoli (interni) vivi dei pezzi vengono arrotondati, quale risultato naturale del procedimento di lavorazione con macchine CNC. Tali arrotondamenti vengono identificati prima di procedere con la fresatura del pezzo.
Testo
Indicazioni sulle incisioni per la fresatura con macchine CNC:
• Il testo incassato deve avere una larghezza minima del tratto che compone il carattere di 0,5 mm.
• La spaziatura fra i caratteri del testo in rilievo deve essere pari o superiore a 0,5 mm.
• Se il progetto lo permette, il testo incassato è da preferire a quello in rilievo.

Analisi gratuita sulla fattibilità disponibile in poche ore
RICHIEDERE UN PREVENTIVOMaggiori informazioni
